Saluran udara luka lingkaran

Saluran udara luka lingkaran adalah berkualiti tinggi. Peruntukkan mengikut model GOST 100-125 mm dan 160-200 mm, 250-315 mm dan saiz lain. Ia juga perlu untuk menganalisis mesin untuk pengeluaran saluran udara lingkaran-luka bulat.

Penerangan
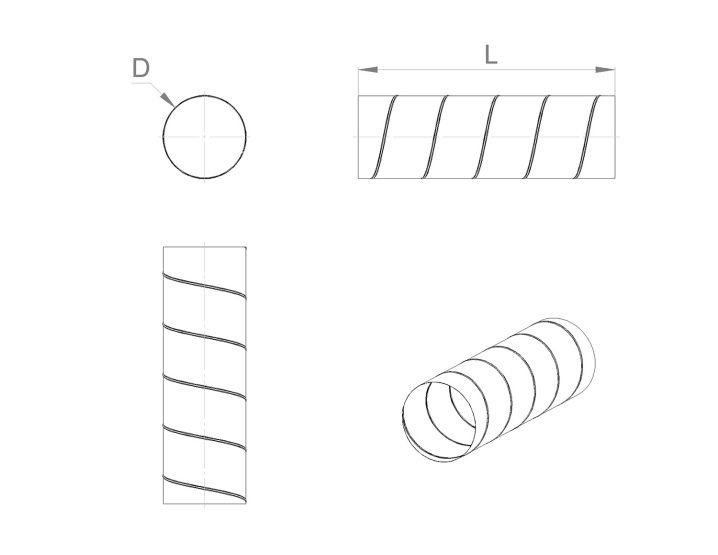
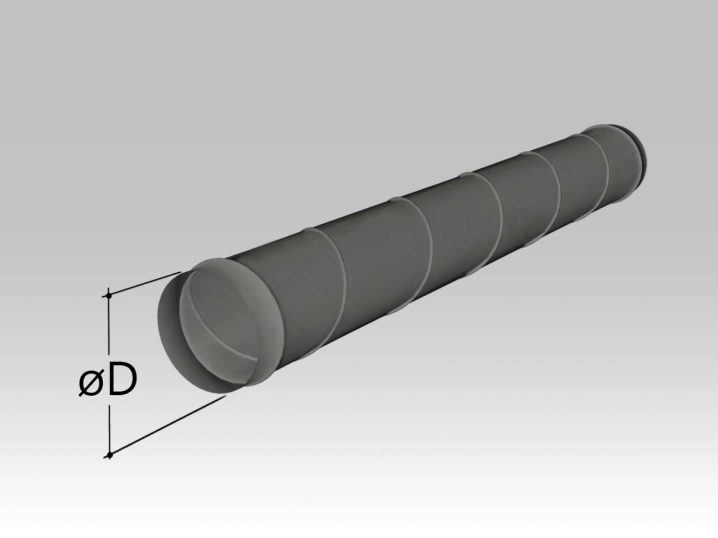
Saluran udara luka lingkaran tipikal adalah analog lengkap model segi empat tepat. Berbanding dengan mereka, ia lebih cepat dan lebih mudah untuk dipasang. Bahan standard ialah keluli bersalut zink. Sudut yang dikimpal dan rata digunakan sebagai bebibir. Ketebalan bahan tidak kurang daripada 0.05 dan tidak lebih daripada 0.1 cm.
Model lilitan-luka boleh mempunyai panjang bukan standard. Dalam sesetengah kes, ini sangat praktikal. Udara diagihkan sama rata di dalam paip bulat.
Kelantangan bunyi dengan prestasi ini akan lebih rendah daripada analog segi empat tepat. Berbanding dengan struktur segi empat tepat, sambungan akan lebih ketat.

Ciri-ciri pengeluaran
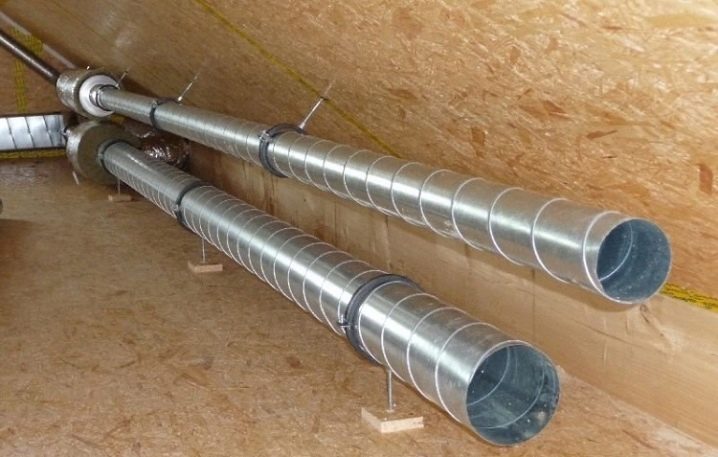
Saluran udara sedemikian diperbuat daripada keluli tahan karat, atau sebaliknya, daripada logam jalur tergalvani. Teknik pembuatan telah diusahakan dengan sangat baik. Ia memberikan kekuatan dan ketegaran kepada produk yang dihasilkan. Jalur dipasang dengan kunci khas. Kunci sedemikian terletak dengan ketat di sepanjang keseluruhan saluran, yang menjamin prestasi yang boleh dipercayai dan tegar.

Bahagian lurus dengan panjang biasa ialah 3 m. Walau bagaimanapun, mengikut keperluan, segmen saluran sehingga 12 m panjang dihasilkan. Mesin untuk pembuatan saluran bulat berjaya berfungsi dengan ferus, tergalvani dan keluli tahan karat. Panjang kosong adalah dari 50 hingga 600 cm Diameternya boleh berbeza dari 10 hingga 160 cm; dalam sesetengah model, diameter boleh sehingga 120 atau 150 cm.

Mesin lilitan-luka kuasa khas digunakan untuk pengeluaran saluran udara untuk kemudahan perindustrian... Dalam kes ini, diameter paip boleh mencapai 300 cm. Ketebalan dinding dalam situasi khas adalah sehingga 0.2 cm. Kawalan berangka menjamin automasi proses yang lengkap.
Pekerja hanya perlu menetapkan tetapan utama, dan kemudian shell perisian akan merangka algoritma dan menyelesaikannya dengan ketepatan yang tinggi.

Antara muka alat mesin moden agak mudah. Ia tidak memerlukan kajian menyeluruh tentang ciri-ciri teknik tersebut. Pemotongan dan penggulungan sangat cekap. Perakaunan automatik kos logam lembaran dijamin. Tekniknya lebih kurang seperti berikut:
- pada konsol hadapan, gegelung dengan logam diletakkan, mempunyai lebar tertentu;
- cengkaman mesin membetulkan tepi bahan;
- kemudian pencengkam yang sama mula melepaskan gulungan;
- pita keluli diluruskan menggunakan peranti silinder;
- logam yang diluruskan disalurkan ke radas berputar, yang menyediakan susunan tepi mengunci;
- pita itu bengkok;
- bahan kerja dilipat, mendapatkan kunci itu sendiri;
- paip yang terhasil dibuang ke dalam dulang untuk penerimaan, dihantar ke gudang bengkel, dan dari sana ke gudang utama atau terus untuk dijual.

Dimensi (edit)
Dimensi utama saluran udara bulat, keluli yang sepadan dengan GOST 14918 tahun 1980, paling kerap ditetapkan berdasarkan nuansa praktikal. Diameter biasa boleh:
- 100 mm;
- 125 mm;
- 140 mm.
Terdapat juga produk dengan keratan rentas 150 mm atau 160 mm. Jika dikehendaki, anda boleh memesan yang lebih besar - 180 dan 200 mm, serta 250 mm, 280, 315 mm. Tetapi ini bukan had - terdapat juga model dengan diameter:
- 355;
- 400;
- 450;
- 500;
- 560;
- 630;
- 710;
- 800 mm;
- saiz terbesar yang diketahui ialah 1120 mm.
Ketebalan boleh sama dengan:
- 0,45;
- 0,5;
- 0,55;
- 0,7;
- 0,9;
- 1 mm.

Petua pemasangan
Saluran udara lilitan-luka diperlukan terutamanya untuk mengatur sistem pengudaraan dan penghawa dingin. Pastikan anda mengambil kira ciri yang berkaitan dengan pengiraan parameter yang diperlukan. Saluran paip sedemikian tidak boleh digunakan untuk mel pneumatik dan dalam kompleks aspirasi. Sambungan puting biasanya diambil sebagai asas. Ia jauh lebih padat berbanding apabila menggunakan sistem bebibir atau pembalut.
Skim gasket dipilih secara individu. Menurutnya, bilangan elemen yang diperlukan dan penggunaan bahagian penyambung ditentukan. Setelah meletakkan pengikat, mereka memastikan penetapan paip semasa kerja selanjutnya. Saluran udara itu sendiri mesti dipasang serapat mungkin. Apabila pemasangan dan pemasangan selesai, sistem diuji.
Bahagian lurus dikumpulkan hanya dengan kaedah puting... Setiap puting ditutup dengan lapisan pengedap berasaskan silikon, dan kelengkapan dipasang menggunakan gandingan khusus. Paip tidak boleh dibiarkan melorot lebih daripada 4% sepanjang keseluruhannya.
Jangan membuat pusingan dengan jejari melebihi 55% daripada bahagian saluran. Penyelesaian sedemikian memaksimumkan prestasi aerodinamik.


Elemen berbentuk dipasang bukan sahaja dengan bantuan gandingan, tetapi juga dengan penggunaan pengapit... Setiap pengapit mesti dipasang dengan gasket elastik. Langkah antara pelekap ampaian hendaklah disimpan seketat mungkin.
Terdapat juga kehalusan lain:
- sambungan pembalut dilakukan dengan cepat, tetapi tidak membenarkan mencapai ketat sepenuhnya;
- sambungan paling profesional dengan gabungan stud dan profil;
- saluran udara yang ditebat dengan bahan penebat haba atau penebat bunyi mesti dipasang pada penyepit rambut dan traverse;
- semua titik lampiran dipasang dengan pengedap getah untuk mengurangkan bunyi dan getaran.















Komen telah berjaya dihantar.