Saiz gerudi

Saiz gerudi adalah maklumat yang tidak dapat dilakukan oleh pengrajin rumah pemula sekalipun. Ia adalah perlu untuk mengkaji jadual diameter gerudi untuk benang metrik dan jenis lubang lain. Sebagai tambahan kepada saiz standard mengikut GOST, terdapat satu lagi kehalusan - bagaimana untuk menentukan saiz struktur.


Gambaran keseluruhan saiz standard
Memproses logam, kayu, plastik dan beberapa bahan lain tanpa lubang kadangkala mustahil. Ini bermakna anda perlu berurusan dengan diameter gerudi. Peruntukan biasa mengenainya diberikan dalam GOST 885, diluluskan pada tahun 1977. Piawaian hanya mengawal dimensi produk lingkaran.
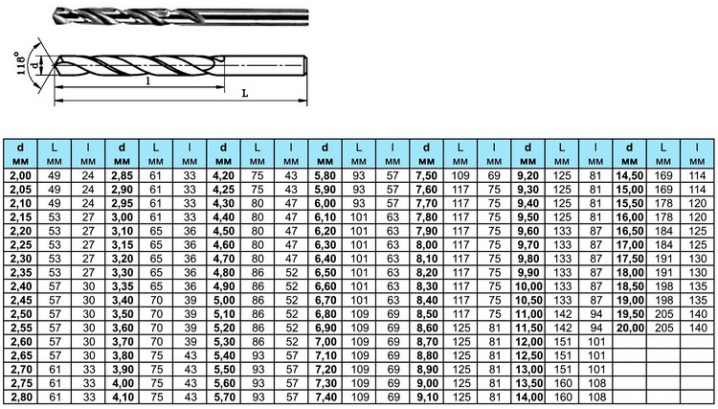
Beberapa pilihan ditunjukkan dalam jadual di bawah (dimensi dalam mm).
|
Siri julat |
Nilai berlaku (dalam kurungan - varian digit bererti selepas titik perpuluhan) |
|
Sehingga 0.3 |
0,25 (28; 3) |
|
Tidak kurang daripada 0.3 dan tidak lebih daripada 0.38 |
0,32 (35; 38) |
|
0,38 — 0,48 |
0,4 (42, 45, 48) |
|
0,67 — 0,75 |
0,68 (70; 72; 75) |
|
1,06 — 1,18 |
1,1; (15) |
|
1,50 — 1,70 |
1,5 (60; 65; 70) |
|
1,90 — 2,12 |
1,95; 2,00; 2,05; 2,10 |
|
3 — 3,35 |
3.1; 315 (dengan perintah khas); 3.32; 3.33; 335 (mengikut perintah khas) |
|
9,50 — 10,60 |
9,6 (7; 8; 9); 10,0 (1,2,3,4,5,6) |
|
23,02 — 23,6 |
23,25; 23,50 |
|
53,00 — 56, 00 |
54; 55; 56 |
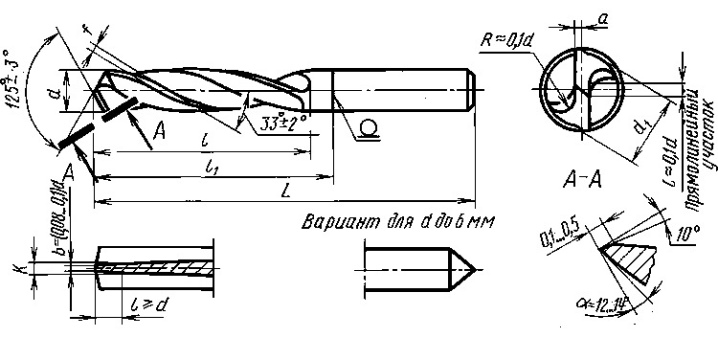
Perlu dipertimbangkan bahawa alat untuk benang metrik boleh dikawal oleh pelbagai piawaian lain. Walau bagaimanapun, penggredan keseluruhan adalah universal. Peruntukkan:
-
pendek (panjang dari 2 hingga 13.1 cm, bahagian dari 3 mm hingga 2 cm);
-
memanjang (dengan bahagian yang serupa dengan kategori sebelumnya, tetapi dengan panjang 13.1-20.5 cm);
-
kumpulan panjang penuh (bahagian dari 1 mm hingga 2 cm, panjang dari 20.5 hingga 25.4 cm).


Bagaimana untuk menentukan?
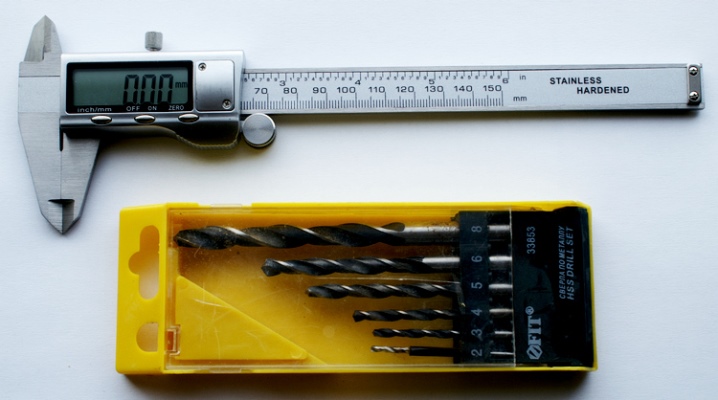
Cara paling mudah untuk mengetahui saiz gerudi adalah dengan melihat tanda kilang dan pembungkusan yang disertakan - ia sentiasa dibekalkan dengan inskripsi yang diperlukan. Tetapi kadang-kadang ia tidak berfungsi dengan mudah. Pengrajin yang berpengalaman boleh menentukan dengan tepat dimensi alat penggerudian dengan membandingkannya dengan sampel jenis yang diketahui sebelum ini.
Pengukuran kualiti tertinggi dilakukan menggunakan angkup atau mikrometer.
Mereka juga melakukan ini:
-
meninggalkan tanda pada hujung batang;
-
letakkan perkakasan di atas kertas (semestinya - pada sokongan rata dan licin);
-
kurangkan tanda itu;
-
titik diletakkan di tempat di mana tanda menyentuh kertas;
-
dengan menggulung gerudi dengan berhati-hati, pusingkannya satu pusingan;
-
letakkan titik kedua;
-
ukur jarak antara mereka;
-
gantikan jarak ini L ke dalam formula dalam bentuk R = L / 2x3.14, di mana R ialah bahagian yang dikehendaki.
Bagaimana untuk memilih saiz?
Apa yang dipanggil shanks SDS tersebar luas. Keadaan mereka adalah seperti berikut:
-
SDS mudah digunakan dalam pusingan 40mm;
-
SDS + 10mm juga digunakan dalam chuck tersebut pada gerudi tukul jenis ringan;
-
Bahagian atas SDS ialah format 14mm yang jarang digunakan dalam kartrij 70mm;
-
SDS maksimum - dengan jangkaan gerudi lebih besar daripada 2 cm dan kartrij 90 mm.

Sebagai tambahan kepada betis, kesesuaian antara saiz gerudi dan saiz lubang yang akan dibuat perlu diambil kira. Jadi, alat kategori "1.6" boleh menumbuk saluran dengan saiz 1.75 mm.
Pilihan utama lain ialah:
-
dengan benang M5 dan bahagian sendiri 4.2 mm, ia akan menghasilkan saluran sehingga 4.5 mm;
-
gerudi M10 dengan lebar 8.5 mm akan menembusi laluan dari 8.7 hingga 9 mm;
-
mengambil M16 (dengan 14 mm), anda boleh bergantung pada lubang 14.5 mm pada yang pertama dan 15 mm pada baris kedua.
Untuk maklumat lanjut tentang saiz gerudi, lihat video di bawah.













Komen telah berjaya dihantar.