Semua tentang mesin bubut pemotong skru

Mengetahui segala-galanya tentang mesin pemotong skru agak berguna untuk menganjurkan bengkel rumah atau perniagaan kecil. Ia adalah perlu untuk memahami ciri-ciri peranti, dengan komponen utama dan tujuan mesin dengan dan tanpa CNC. Sebagai tambahan kepada apa yang secara umum, anda perlu mengkaji model desktop universal dan pilihan lain, keanehan bekerja dengan mereka.
Apa ini?
Sebarang pelarik pemotong skru direka untuk memproses keluli, besi tuang dan bahan kerja lain. Prosedur ini dipanggil pemotongan oleh pakar. Peranti sedemikian membolehkan anda mengisar dan mengisar bahagian. Mereka berjaya membentuk alur dan menyelesaikan hujungnya. Juga, tujuan pelarik pemotong skru termasuk:
- penggerudian;
- countersinking;
- penempatan bukaan dan laluan pejalan kaki;
- melakukan beberapa manipulasi lain.
Prinsip umum peranti adalah sangat mudah. Bahan kerja yang akan diproses diapit secara mendatar. Ia mula berputar pada masa tertentu. Dengan pergerakan ini, pemotong mengeluarkan bahan yang tidak diperlukan. Tetapi kesederhanaan huraian yang jelas tidak membenarkan seseorang mengabaikan kerumitan pelaksanaan yang agak besar.


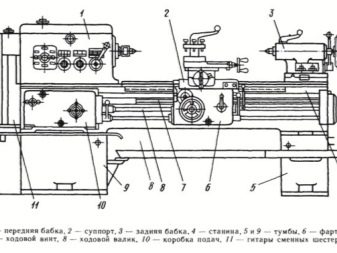
Pelarik pemotong skru boleh berfungsi dengan yakin hanya jika ia dipasang dengan berhati-hati daripada elemen yang dicantum dengan baik. Nod utama dalam skema alat sedemikian ialah:
- sokongan;
- nenek yang degil;
- katil;
- kepala gelendong;
- bahagian elektrik;
- aci berjalan;
- gitar gear;
- kotak yang bertanggungjawab untuk memfailkan;
- skru plumbum.
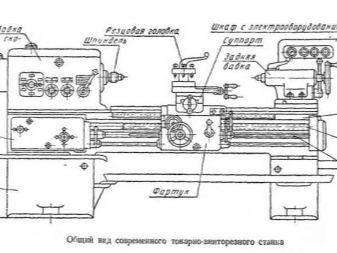
Walaupun struktur yang agak ditentukur berdasarkan bahagian biasa, mesin tertentu boleh berbeza-beza. Banyak bergantung pada ketepatan semasa operasi. Stok kepala gelendong (aka hadapan) menghalang pergerakan bahan kerja diproses. Ia juga menghantar impuls putaran dari pemacu elektrik. Ia adalah di bahagian dalam bahawa pemasangan gelendong tersembunyi - mengapa, sebenarnya, ia dinamakan sedemikian.
A berterusan, ia juga belakang, headstock membolehkan anda untuk menetapkan bahan kerja. Peranan slaid adalah untuk menggerakkan pemegang alat (bersama-sama dengan alat kerja itu sendiri) dalam satah membujur dan melintang berbanding dengan paksi mesin. Blok caliper sentiasa lebih besar daripada bahagian lain. Pemegang pemotong dipilih mengikut kategori peranti.
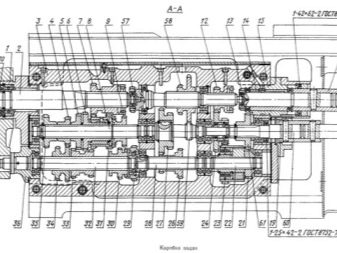
Kotak gear menjejaskan penghantaran impuls ke semua bahagian, dan oleh itu - fungsi sistem secara umum.


Kotak sedemikian boleh dibina ke dalam badan headstock atau diletakkan di bahagian badan yang berasingan. Tempo diselaraskan dalam langkah-langkah atau dalam mod berterusan, yang telah ditetapkan oleh nuansa reka bentuk. Pautan bertindak utama kotak adalah gear. Ia juga termasuk transmisi tali pinggang V dan motor elektrik dengan bahagian belakang. Di samping itu, adalah bernilai menyebut klac dan pemegang untuk menukar kelajuan.
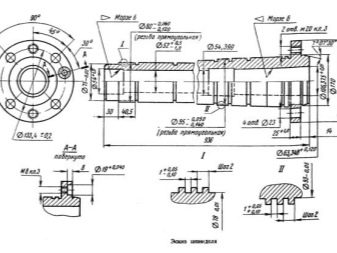
Spindle boleh dianggap sebagai elemen yang sangat penting. Ia adalah bahagian dengan konfigurasi aci teknikal dan mempunyai saluran tirus untuk memegang bahagian tersebut. Ia sememangnya kuat dan tahan lama, kerana ia diperbuat daripada pelbagai aloi keluli terpilih. Pendekatan tradisionalis membayangkan penggunaan galas bergolek yang sangat tepat dalam reka bentuk elemen gelendong. Rongga kon di hujung diperlukan untuk meletakkan bar, yang kadang-kadang memberikan kalah mati bahagian tengah.
Katil mesin bubut pemotong skru diperoleh dengan menuang daripada besi tuang. Untuk membuat alur, seperti yang diperlukan, gunakan alat penanda, acuan, pemotongan dan peranti lain. Unit kawalan mengandungi pelbagai kunci dan pemegang, termasuk yang membolehkan anda melaraskan angkup. Model dengan CNC lebih rumit daripada model klasik, tetapi mereka boleh melakukan manipulasi yang tidak dapat dicapai untuk mereka dan bertindak dalam beberapa kes tanpa bantuan pengendali. Perlu ditekankan peranan apron - di dalamnya terdapat mekanisme yang menukar putaran pemasangan skru dan aci teknikal ke dalam gerakan ke hadapan alat sokongan.

Gambaran keseluruhan spesies
Secara jisim
Pelarik skru boleh digunakan dalam perusahaan swasta tempatan, untuk keperluan isi rumah. Model sedemikian biasanya agak ringan. Kenderaan besar dan berat direka terutamanya untuk pengeluaran perindustrian. Peranti tidak lebih berat daripada 500 kg dianggap ringan.
Peralatan bersaiz sederhana memainkan peranan penting dalam industri. Ia mempunyai berat sehingga 15,000 kg. Reka bentuk perindustrian terbesar mempunyai berat antara 15 dan 400 tan. Dalam kes ini, tahap ketepatan yang tinggi biasanya tidak ditemui kerana toleransi tidak lagi begitu ketara.
Peralatan yang sangat berkuasa dipasang di kilang dan kilang besar, tetapi ia tidak digunakan dalam segmen isi rumah.


Dengan panjang maksimum bahagian
Pada asasnya, mesin ringan berinteraksi dengan bahagian tidak lebih daripada 50 cm diameter. Peralatan tahap sederhana boleh memproses bahan kerja sehingga 125 cm panjang. Panjang bahagian terpanjang ditentukan oleh jarak antara titik tengah mesin. Dengan keratan rentas yang sama, mesin-mesin ini dapat berfungsi dalam kedua-dua struktur yang panjang dan agak pendek. Penyebaran ke atas diameter terbesar bahagian adalah sangat besar - dari 10 hingga 400 cm, oleh itu tidak ada mesin universal yang berfungsi dengan bahan kerja mana-mana bahagian.


Mengikut prestasi
Perkara penting dalam klasifikasi peralatan pemotong skru ialah produktiviti teknikalnya. Adalah menjadi kebiasaan untuk memperuntukkan peranti untuk:
-
pengeluaran berskala kecil;
-
siri skala sederhana;
-
pengeluaran penghantar berskala besar.
Jenama pelarik pemotong skru agak pelbagai. Mereka dihasilkan di banyak negara. Selain itu, beberapa peralatan telah digunakan secara aktif sejak zaman USSR dan masih belum kehilangan kaitannya. Apabila membiasakan diri dengan penerangan teknik, adalah penting untuk mengetahui sama ada ia direka untuk pemasangan desktop atau lantai, apakah ciri-ciri pemasangan secara umum. Bagi mesin CNC, ini boleh dikatakan bukan penyelesaian alternatif - walaupun untuk kegunaan rumah, peralatan "manual semata-mata" digunakan sangat jarang.


Model Teratas
Adalah wajar untuk memulakan semakan dengan "Kaliber STMN-550/350"... Walaupun peranti sedemikian ringan, terdapat kemungkinan yang agak serius dalam badannya yang padat. Dengan mengumpul dan mengkonfigurasinya mengikut arahan, anda boleh menjamin ketepatan kerja. Perkhidmatan teknikal diperlukan selepas setiap 50 jam beroperasi. Ciri-ciri utama:
- jarak antara pusat 35 cm;
- bahagian bahan kerja di atas katil sehingga 18 cm;
- jumlah berat 40 kg;
- bilangan revolusi - 2500 seminit;
- kaki getah dalam set asas;
- pemegang plastik;
- Morse tirus No. 2.



Untuk kerja logam mudah, anda juga boleh menggunakan mesin Kraton MML 01. Peranti ini sangat boleh diselenggara. Masalahnya ialah penggunaan gear plastik. Menggantikannya dengan besi tuang, anda tidak boleh takut dengan akibat penggunaan cuai. Akan ada jarak 30 cm antara pusat, dan jisim peranti ialah 38 kg; ia berkembang dari 50 hingga 2500 rpm dalam 60 saat.
Selain logam, produk Kraton sesuai untuk plastik dan kayu. Pereka bentuk telah menyediakan lampu latar. Satu set gear boleh tukar membolehkan anda memotong benang metrik. Terima kasih kepada gelongsor berpusing, mengasah kon untuk bahagian boleh didapati.
Perjalanan slaid silang ialah 6.5 cm.


Alternatif boleh dianggap "Corvette 402". Ini adalah mesin pelarik ringan yang baik dengan komponen berkualiti tinggi. Motor fasa tunggal mempunyai kuasa 750 W. Jurang antara pusat ialah 50 cm Bahagian bahan kerja di atas katil ialah 22 cm, dan jisim peranti ialah 105 kg; ia boleh berkembang dari 100 hingga 1800 pusingan seminit dalam 6 mod kelajuan yang berbeza.
Keanehan:
- motor elektrik dibuat mengikut skema tak segerak;
- belakang kilasan gelendong disediakan;
- terima kasih kepada pemula magnet, pensuisan spontan selepas gangguan bekalan elektrik dikecualikan;
- peranti dilengkapi dengan palet;
- tirus gelendong dibuat mengikut skema Morse-3;
- dalam 1 pas, anda boleh mengisar sehingga 0.03 cm;
- angkup silang dan pusing bergerak - masing-masing 11 dan 5.5 cm;
- pelarian jejari gelendong 0.001 cm.



Proma SKF-800 juga boleh dianggap sebagai penyelesaian yang baik untuk menganjurkan bengkel di rumah. Model ini direka untuk berfungsi dengan bahagian yang sangat besar. Sepasang motor tiga fasa memberikan tork yang kuat. Parameter utama:
- panjang pusingan 75 cm;
- diameter bahan kerja di atas katil - 42 cm;
- jumlah berat 230 kg;
- gelendong dengan lubang 2.8 cm;
- benang inci dari 4 hingga 120 benang;
- mendapatkan benang metrik dari 0.02 hingga 0.6 cm;
- pukulan bulu ayam - 7 cm;
- penggunaan semasa - 0.55 kW;
- voltan operasi - 400 V.



MetalMaster X32100 juga patut dilihat dengan lebih dekat. Ini ialah pelarik pemotong skru universal dengan paparan digital. Penunjuk benang juga disediakan. Peranti ini berfungsi dengan baik dengan aloi ferus dan bukan ferus. Jangkauan Quill - 10 cm, 18 kelajuan kerja disediakan.
Parameter lain:
- slaid silang berjalan 13 cm;
- pam penyejuk menggunakan 0.04 kW dan beroperasi dari rangkaian isi rumah;
- mesin itu sendiri beroperasi pada voltan 380 V dan menggunakan 1.5 kW arus;
- berat bersih ialah 620 kg;
- suapan automatik dalam satah longitudinal dan melintang disediakan.



Dalam pengeluaran perindustrian wajar diberi perhatian Stalex GH-1430B... Mesin ini mempunyai jarak pusat ke tengah 75 cm. Beratnya 510 kg dan mampu memecut dari 70 hingga 2000 pusingan. Penghantaran asas termasuk sepasang rehat tetap dan sepasang pusat tidak berputar.
Gear diperbuat daripada keluli keras yang unggul.


Melengkapkan semakan adalah sesuai pada model Jet GH-2040 ZH DRO RFS. Mesin ini dilengkapi dengan motor 12 kW. Lubang tembus dalam gelendong ialah 8 cm Kilasan dikekalkan pada kelajuan yang sangat berbeza (24 kedudukan dari 9 hingga 1600 rpm). Pengilang sendiri menekankan pematuhan keperluan khas untuk ketepatan dan kelajuan pemprosesan bahan.


Apa yang perlu dipertimbangkan semasa memilih?
Dalam kebanyakan kes, pilihan untuk bengkel rumah dibuat memihak kepada model universal. Mereka tidak berbeza dalam ciri teknikal yang tinggi, bagaimanapun, mereka mudah dalam reka bentuk dan boleh memproses 1 - 2 bahagian secara bukan bersiri. Sebarang manipulasi dilakukan secara manual. Kualiti pemprosesan dan ketepatannya tidak akan terlalu tinggi.
Perlu diingat bahawa semakin kerap, di bawah nama "mesin universal", mereka menjual teknologi CNC mudah dan pelaksanaan langsung katil. Mereka membenarkan anda menggunakan program kawalan. Sistem CNC secara aktif menggantikan model universal lama. Tetapi walaupun di kalangan sampel yang ketinggalan zaman terdapat pembahagian. Oleh itu, mesin penyalin dan mesin separa automatik dapat mengatasi bahagian berbentuk kompleks; contoh moden seperti ini mempunyai sistem kawalan.


Lebih banyak gigi kacip, lebih produktif radas. Teknologi pemusing berbilang pemotong CNC sesuai untuk operasi tertentu. Ia digunakan terutamanya untuk barisan pengeluaran pelbagai saiz. Walau apa pun, anda harus memberi perhatian kepada:
- dimensi bahagian yang diproses;
- tahap ketepatan;
- toleransi pemprosesan;
- jenis logam yang diproses;
- ketinggian pusat kerja
- diameter chuck;
- jenis katil (lurus atau condong);
- jenis kartrij;
- set lengkap;
- ulasan tentang model.


Apabila menggunakan beberapa cecair pelincir dan penyejuk moden, perlindungan terhadapnya adalah penting. Mana-mana pengilang yang bertanggungjawab menyediakannya. Mesin pemotong skru dipilih dengan mengambil kira bilangan manipulasi kerja dan jenisnya. Kita tidak boleh lupa tentang panjang dan diameter bahan kerja. Lebih kuat katil mesin, lebih dipercayai; namun, peranti yang terlalu berat untuk digunakan di rumah tidak berbaloi. Sambungan kimpalan lebih disukai daripada bolting.
Di samping itu, mereka memberi perhatian kepada:
- kaedah sambungan;
- parameter bekalan kuasa;
- tahap tindak balas (atau kekurangannya);
ulasan pakar.


Bagaimana untuk bekerja
Selalunya mesin bubut pemotong skru digunakan untuk memesin permukaan silinder luar. Kerja serupa dijalankan dengan pemotong yang lulus. Bahan kerja dipasang dengan jangkaan tidak terjual yang cukup besar. Adalah dipercayai bahawa overhang 7 - 12 mm di atas panjang bahagian sudah cukup untuk memproses hujung dan memotong bahagian. Seberapa pantas gelendong harus berputar, sejauh mana bahan kerja perlu dipotong, ditetapkan dalam carta alir.
Kedalaman potongan dilaraskan menggunakan dail suapan silang. Selepas berpusing, dalam banyak kes, hujung bahan kerja dipangkas dengan pelbagai pemotong. Ia perlu memimpin pemotong hantaran atau pemarkahan sehingga ia menyentuh penghujung. Kemudian ia dibawa pergi dan gerabak digerakkan beberapa milimeter ke kiri. Menggerakkan alat secara melintang, lapisan logam dikeluarkan dari hujungnya.

Pada tebing kecil, anda boleh mengisar dan memotong logam dengan satu pemotong yang berterusan. Alur luar dibuat menggunakan pemotong berlubang. Kerja pada masa ini hendaklah 4 - 5 kali lebih perlahan daripada semasa memangkas hujungnya. Gigi kacip dipandu dengan kemas, tanpa banyak usaha, sentiasa dalam satah melintang. Dail sisi membantu menetapkan kedalaman alur.
Bahan kerja dipotong menggunakan kaedah yang sama seperti semasa membuat alur. Kerja selesai sebaik sahaja ketebalan lintel dikurangkan kepada 2 - 3 mm. Selanjutnya, matikan mesin, putuskan bahagian yang dibebaskan dari pemotong.


Ciri persediaan
Pentauliahan dan pelarasan yang betul dijalankan dengan mengambil kira nuansa proses teknologi. Apabila mesin disediakan, 2 atau 3 bahagian dimesin. Menurut mereka, mereka menyemak bagaimana parameter yang dinyatakan dalam lukisan diperhatikan. Jika terdapat ketidakpadanan, pelarasan semula dijalankan. Bahagian penting dalam proses persediaan adalah untuk menentukan ciri pemasangan dan pengancing bahan kerja dalam alatan mesin.
Jika bucu pusat tidak sejajar, penjajaran dipastikan dengan menggerakkan stok ekor. Seterusnya, kartrij pemandu diletakkan. Kemudian pemotong dipilih dan ditetapkan tepat di sepanjang ketinggian paksi. Pelapik harus mempunyai permukaan selari dengan mutu kerja yang baik.
Anda tidak boleh menggunakan lebih daripada dua pad.


Peletakan hujung pemotong di ketinggian tengah diperiksa khas. Untuk pemeriksaan, pemotong dibawa ke tengah yang sebelum ini diperiksa untuk ketinggian. Pusat itu sendiri mesti dipasang di pena bulu. Bahagian yang menonjol harus lebih pendek - maksimum 1.5 kali ketinggian rod. Pemotong yang tidak terjual terlalu ketara menimbulkan getaran dan tidak membenarkan berfungsi dengan cekap; alat mesti dipasang dengan kuat dalam pemegang alat dengan sekurang-kurangnya beberapa bolt yang diketatkan dengan baik.
Bahan kerja bulat perlu diapit dalam chuck tiga rahang yang memusatkan diri. Tetapi jika panjang bahagian itu lebih daripada 4 kali diameter, anda perlu mengambil chuck dengan pusat pengapit atau menggunakan mesin pemesinan dengan chuck pemacu. Bahan kerja pendek bukan bulatan dipasang menggunakan plat muka atau chuck empat rahang. Bar dan bahagian lain yang panjang dan berdiameter kecil dilalui melalui laluan dalam gelendong. Apabila melaraskan mod pemotongan, perhatian utama diberikan kepada kelajuan pergerakan utama dan kedalaman potongan; anda juga perlu melaraskan suapan.


Keselamatan di tempat kerja
Apabila menyambung walaupun mesin yang paling mudah, anda perlu menggunakan peranti untuk melindungi peralatan elektrik. Skim ini dipilih dengan mengambil kira mata kejuruteraan asas. Operasi bebas mesin bubut pemotong skru hanya dibenarkan pada usia 17 tahun. Sebelum kemasukan, anda perlu diarahkan tentang perlindungan buruh. Di samping itu, anda perlu diuji untuk kontraindikasi; semasa kerja itu sendiri, cara kerja dan rehat, jadual rehat mesti dipatuhi dengan ketat.
Anda perlu bekerja pada mesin pelarik pemotong skru dalam sut kapas atau separuh keseluruhan. Selain itu, anda memerlukan but kulit dan cermin mata khas. Malah pekerja yang paling berhati-hati dan teratur harus menyimpan peti pertolongan cemas bersedia untuk menangani akibat kecederaan. Media pemadam utama hendaklah disimpan di bengkel.
Jika berlaku sebarang kemalangan, pihak pengurusan dan perkhidmatan kecemasan akan dimaklumkan dengan segera mengenai perkara ini.


Tempat kerja sepatutnya sentiasa bersih. Dilarang sama sekali:
- hidupkan mesin apabila pembumian rosak, apabila penghalang dan interlock tidak berfungsi;
- masukkan had yang digariskan oleh pagar;
- tanggalkan pagar ini (kecuali untuk pembaikan oleh perkhidmatan yang cekap);
- mulakan kerja tanpa memeriksa kebolehservisan mesin;
- gunakan pencahayaan yang tidak terkawal di kawasan kerja;
- jalankan mesin tanpa pelinciran;
- bekerja tanpa tudung kepala;
- sentuh bahagian bergerak semasa kerja;
- bergantung pada mesin (ini terpakai bukan sahaja kepada pekerja);
- terus bekerja jika getaran berlaku;
- benarkan penggulungan cip pada bahan kerja atau pemotong.
Semua cukur yang terhasil mesti diarahkan jauh dari anda. Walaupun semasa gangguan terpendek dalam kerja, mesin mesti dihentikan dan diputuskan daripada bekalan kuasa. Pemutus sambungan dari sesalur kuasa juga akan diperlukan sekiranya berlaku kegagalan kuasa. Dalam keadaan tidak bertenaga, mesin dikeluarkan, dibersihkan dan dilincirkan. Dengan cara yang sama, pemotongan dibuat sebelum mengetatkan sebarang pengikat.

Ia tidak dibenarkan bekerja pada peralatan pemotong skru dalam sarung tangan atau sarung tangan. Jika jari anda berbalut, anda perlu menggunakan hujung jari getah. Bahan kerja yang akan diproses tidak boleh ditiup dengan udara termampat. Brek tangan bahagian peralatan tidak dibenarkan. Juga, anda tidak boleh mengukur apa-apa di sepanjang jalan mesin, memeriksa kebersihan, mengisar bahagian.
Apabila kerja selesai, mesin dan motor elektrik dimatikan, tempat kerja disusun dengan teratur. Semua bahan kerja dan alatan terpakai diletakkan di tempat tertentu. Bahagian gosokan dilincirkan dengan kekerapan yang ditetapkan dalam arahan. Semua masalah dilaporkan kepada pihak pengurusan dengan segera, dalam kes yang melampau - selepas tamat peralihan. Jika tidak, sudah cukup untuk mengikuti arahan helaian data teknikal dan cadangan pengilang.














Komen telah berjaya dihantar.