Pelan silang

Pengetam silang ialah peralatan khas untuk memotong bahan kerja bersaiz kecil dan sederhana. Unit ini dibezakan dengan saiz kompak dan hayat perkhidmatan yang panjang kerana reka bentuknya yang teguh. Pengilang menghasilkan pelbagai jenis cross-planers, ia patut mempertimbangkan ciri-ciri struktur peralatan dengan lebih terperinci.


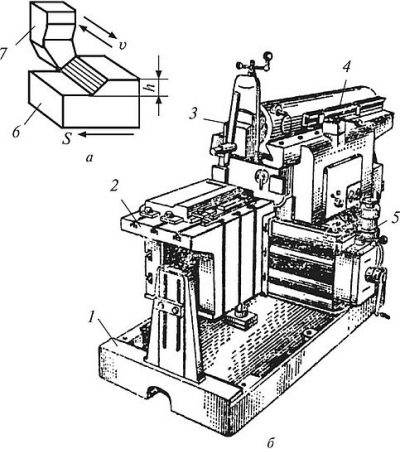
Peranti dan prinsip operasi
Pelan salib dibezakan dengan tujuan sejagat mereka, yang boleh dicapai kerana peranti khas. Reka bentuk ini berdasarkan pemasangan engkol-rocker, yang bertanggungjawab untuk kedudukan gelangsar dalam julat dari 20 hingga 500 mm. Ciri standard mana-mana mesin.
-
Anjakan maksimum permukaan di mana bahagian itu dipasang adalah dari 310 hingga 500 mm. Menariknya, tuil yang dikawal oleh pengguna bertanggungjawab untuk pergerakan. Kadar ricih purata ialah 2.23 m / min.
-
Ketepatan kawalan peranti ialah 100 mikron.
-
Dimensi maksimum bahan kerja yang boleh diproses oleh peranti ialah 380x375 mm pada permukaan sisi dan 500x360 mm di bahagian atas.
-
Jenis pemasangan - pada kaki yang disediakan oleh reka bentuk dengan bantuan alur berbentuk T.
-
Anjakan menegak maksimum pemotong apabila mesin dihidupkan ialah 170 mm.
-
Pergerakan sudut maksimum kepala ialah 60 darjah.


Kebanyakan model tidak mempunyai fungsi yang secara automatik mengangkat alat sekiranya mekanisme berhenti yang tidak dijangka. Walau bagaimanapun, beberapa mesin moden mempunyai pilihan ini, yang menjadikan peralatan lebih mudah digunakan. Reka bentuk pelarik melintang merangkumi beberapa komponen asas.
-
Penekanan. Selain itu, ia membetulkan jadual, bertindak sebagai titik tumpu. Setiap perhentian dilengkapi dengan bar yang boleh dilaraskan secara manual.
-
Jadual. Ia adalah perlu untuk menetapkan bahan kerja dengan pemindahan berikutnya ke kawasan kerja. Permukaan mampu bergerak dalam kedua-dua satah mendatar dan menegak.
-
Pemandu. Reka bentuk termasuk panduan mendatar dan menegak. Bertanggungjawab mengalihkan meja.
-
Pemegang alat. Bertanggungjawab untuk menetapkan elemen pemotongan, dilengkapi dengan mekanisme penarikan balik pemotong, yang menghalang kerosakan pada bilah.
-
Caliper. Elemen yang digunakan untuk menetapkan kedalaman pemotongan dan untuk melaraskan capaian pemotong ke arah bahan kerja.


Mesin kinematik dilengkapi dengan katil dan palang silang, yang juga mengawal pergerakan struktur. Bagi parameter teknikal, purata mesin jenis ini mempunyai ciri-ciri berikut:
-
jenis pemacu - enjin;
-
kuasa - sehingga 5.5 kW;
-
bilangan maksimum pusingan seminit - 1400;
-
usaha maksimum gelangsar semasa operasi - 1800 kg;
-
panjang lejang meja berganda - sehingga 0.5 m;
-
kelajuan pemotongan maksimum bahan yang dibenarkan ialah 140 m / min.

Panjang standard mesin ialah 2335 mm, ketinggian mencapai 1540 mm, dan lebar tidak melebihi 1355 mm.
Temujanji
Tujuan utama peralatan adalah untuk memotong satah pelbagai bahan kerja dan bahagian. Dan juga peralatan digunakan untuk:
-
pembentukan alur dan alur;
-
pengilangan;
-
mengisar.


Fungsi pemasangan untuk pemotongan logam diperluaskan dengan lampiran tambahan dalam bentuk kepala pengilangan atau pengisar, sebagai contoh, yang digunakan dan bukannya sokongan. Kepala boleh diputar 360 darjah untuk pengilangan dan pengisaran berkualiti tinggi. Dalam kes ini, mesin menjadi mampu memproses elemen pada sudut yang berbeza.
Satu lagi tujuan asas mesin ialah ricih cip. Skim operasi pemasangan agak mudah: gelangsar yang disediakan oleh reka bentuk, apabila bergerak ke belakang, sedikit mengurangkan daya traksi berbanding dengan strok kerja langsung, yang mana mungkin untuk mencapai hasil yang diinginkan.
Ramai tukang meningkatkan produktiviti pemasangan dengan memastikan mesin dapat memotong cip semasa kerja dan pukulan terbalik.
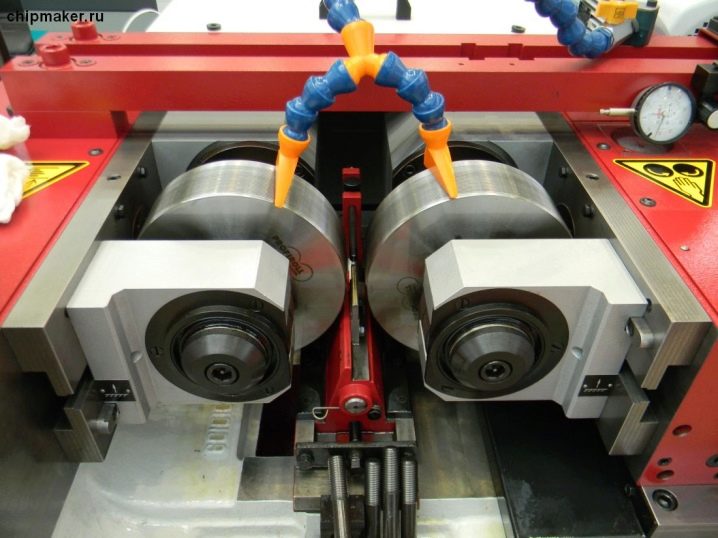
Akhir sekali, tujuan tambahan pelukis salib ialah penggulungan benang, dijalankan dengan menggunakan dadu dan blok mati. Pemasangan ini mampu memproses pengikat dalam bentuk skru dengan diameter 3 hingga 6 mm. Untuk membentuk benang, mesin dilengkapi dengan alat khas.

Prinsip penggulungan benang.
-
Klupps atau die diletakkan di dalam mesin. Satu elemen dipasang pada gelangsar, yang disediakan dalam badan dan disambungkan kepada pemegang alat. Yang kedua dipasang pada pemegang dadu.
-
Gelangsar mula bergerak, menukar kedudukan standard. Pada peringkat ini, anda boleh melaraskan kedudukan ram pada pemegang ram ke arah sisi.
-
Kosong bolt diletakkan di dalam penerima - majalah mesin, menggunakan pemuatan manual atau mekanikal.
-
Untuk setiap lejang berganda gelangsar, penerima memberikan bahan kerja, yang dibawa ke dalam kerja oleh dadu alih. Elemen mula berputar di sekeliling paksinya, bergolek ke pengikat dan membentuk benang.
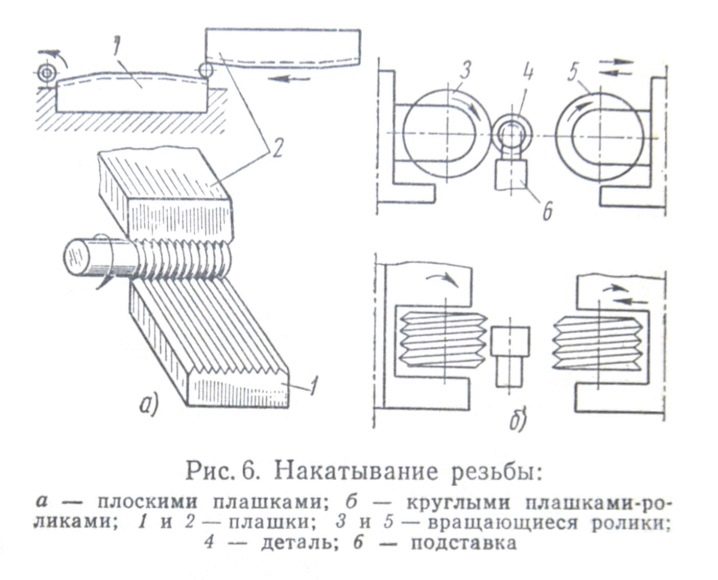
Bahan kerja tidak cacat dalam proses; sebaliknya, ciri kekuatan bahagian itu diperbaiki.
Jangan peruntukkan tujuan langsung mesin.
Dengan bantuan peralatan, adalah mungkin untuk menjalankan operasi broaching. Broach dipasang pada gelangsar atau dipasang pada meja pemasangan.
Pengeluar
Pasaran alat mesin diwakili oleh pelbagai model satah silang daripada pengeluar yang berbeza. Di antara pelbagai jenis, perlu diserlahkan beberapa kilang yang menghasilkan peralatan yang boleh dipercayai.
Pemaju utama peralatan taburan silang ialah kilang domestik di Orenburg. Model yang dihasilkan oleh pengilang berbeza:
-
reka bentuk yang boleh dipercayai;
-
ciri prestasi cemerlang;
-
hayat perkhidmatan yang panjang;
-
fungsi yang luas.

Reka bentuk mesin yang mantap memastikan operasi yang cekap dan hasil yang berkualiti. Kebanyakan model adalah padat, tetapi terdapat juga pemasangan besar untuk memproses bahan kerja yang besar.
Pengeluar kedua paling popular ialah Gomel SZ. Syarikat itu mengeluarkan mesin asas yang dilengkapi dengan permukaan kerja berputar dan mesin penyalin. Peralatan ini digunakan untuk memproses permukaan keluli, panjang gelangsar tidak melebihi 700 mm.















Komen telah berjaya dihantar.