Semua tentang gergaji panel

Mengetahui segala-galanya tentang gergaji panel bermakna mengatur pengeluaran dengan betul dengan penggunaannya. Terdapat gergaji panel menegak dan model CNC; tetapan dan saiznya patut dibincangkan secara berasingan. Selain itu, anda perlu memikirkan cara memilih mesin mini dan pengapit untuknya, yang bermaksud cakera pemarkahan dan penutup pelindung.



Sejarah penciptaan
Prototaip terawal gergaji panel moden untuk kayu - gergaji bulat atau bulat - dikenali seawal tahun 1803. Ia jauh berbeza daripada peralatan moden untuk memotong papak.
Peranti yang ditunjukkan pada pameran di Paris tidak mempunyai gerabak. Elemen penting sedemikian telah ditambah oleh pemaju Jerman tidak lama kemudian. Ia mengambil masa 103 tahun lagi untuk membuat ciptaan sedemikian. Sudah tentu, pada masa hadapan, alat mesin terus bertambah baik, walaupun tidak ke tahap global.

Peranti dan prinsip operasi
Perlu dimulakan dengan penerangan tentang fungsi gergaji panel. Mereka dikelaskan sebagai peralatan serba boleh. Peranti sedemikian mampu:
- papan potong dan rasuk secara membujur dan melintang;
- proses papak dan helaian format penuh;
- bekerja dengan bahan komposit;
- potong berbilang tempat kosong daripada semua bahan yang disenaraikan;
- memotong dan melihat melalui dan alur buta;
- potong pada sudut tertentu ke katil bahan kerja.
Peralatan gergaji panel (gergaji bulat) sesuai untuk bengkel dan untuk perusahaan kecil dan sederhana. Di kilang besar, peranti sedemikian menyediakan tapak pengeluaran percubaan. Kedua-dua peranti ringan dan sederhana dan berat disusun dengan cara yang lebih kurang sama. Bahagian penting daripada mereka ialah katil. Ia dihasilkan dengan mengimpal daripada kepingan tebal keluli berkualiti.
Apabila kerja kimpalan selesai, logam perlu berumur atau anil. Pemprosesan ini menghapuskan letupan apabila menggunakan mesin. Mesin ringan direka bentuk dengan satu pemacu dalam fikiran untuk pemarkahan dan gergaji utama.
Dalam peralatan berat, gergaji digerakkan oleh sepasang motor. Kuasa mereka sekurang-kurangnya 5500 W dan set sentiasa termasuk pisau riving.
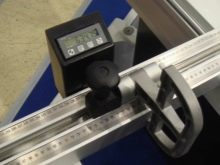
Akses ke unit gergaji adalah sangat mudah. Pelarasan kebetulan pemotongan dengan gergaji utama dan pemangkasan dilakukan dari luar. Peranan penting dimainkan oleh peranti yang membolehkan anda mencondongkan sistem menggergaji. Ia memungkinkan untuk membuat potongan condong, termasuk mendapatkan tepi serong pada permukaan bahagian. Terima kasih kepada penutup pelindung dan sistem sedutan, risiko kecederaan dikurangkan dan cip yang tidak dapat dielakkan datang dari semasa pemotongan dipindahkan.
Mesin sederhana dan berat dilengkapi dengan sedutan cip bawah tambahan. Meja mesin sentiasa besar. Jika tidak, ia tidak akan mengandungi getaran dengan cukup berkesan. Produk berkualiti dilengkapi dengan permukaan keras. Tanpanya, permukaan akan cepat haus dan mengalami kakisan.



Kereta yang bergerak memainkan peranan penting. Kekakuan dan kekuatan diperlukan daripadanya. Dalam kes ini, ia adalah perlu bahawa ia adalah ringan dan tidak mempunyai inersia yang tinggi, tidak melambatkan. Perjalanan gerabak sebahagian besarnya bergantung pada elemen panduan.Tidak ada gunanya perbincangan tentang kelebihan bola, penggelek atau panduan gabungan - setiap jenis ini mempunyai hak untuk wujud, dan kualiti bahan yang digunakan adalah penting.
Blok sokongan sentiasa disediakan untuk penempatan biasa gerabak. Ia mesti boleh dipercayai dan pada masa yang sama tidak mencipta banyak rintangan terhadap pergerakan. Perincian khas bertanggungjawab untuk kemungkinan pemotongan biasa papak dan menggergaji bar dengan diameter - hentian silang. Ketepatan kerja yang dilakukan bergantung pada hentian hayunan boleh laras. Biasanya kuantiti mereka yang disertakan dalam kit tidak mencukupi, dan anda perlu membeli dan memasang salinan tambahan.


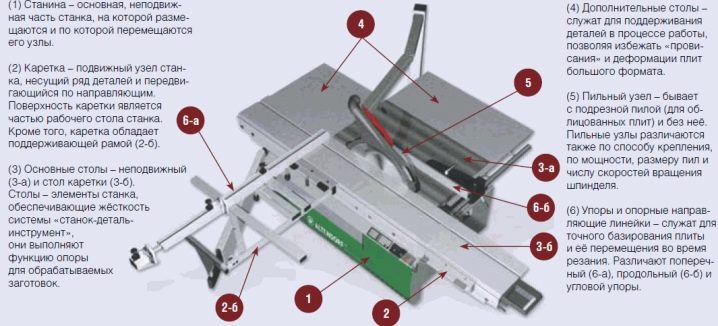
Tetapi pastinya tidak mungkin untuk bekerja tanpa pembaris membujur. Struktur sedemikian dibuat supaya ia tidak bengkok atau beralih selepas menetapkan tetapan. Proses penalaan ini sendiri paling baik dilakukan menggunakan penunjuk digital. Selain itu, gergaji panel termasuk:
- peranti yang memegang pembaris membujur;
- roda tenaga yang bertanggungjawab untuk melaraskan ketinggian (dalam mesin yang paling berkuasa, pemacu bermotor digunakan sebaliknya);
- hentian sudut (komponen sedemikian membolehkan anda memotong bahan bukan sahaja secara berserenjang, tetapi juga pada sudut lain);
- pengapit tambahan - diperlukan supaya bahagian, termasuk plat, tidak bergerak dalam proses;
- menerima jadual (produk siap dipindahkan kepada mereka);
- pemegang tolak (terima kasih kepada mereka adalah lebih selamat untuk bekerja di peringkat akhir menggergaji).


Bahan kerja terletak pada pengangkutan. Anda perlu mengalihkan bahan kerja ini secara manual, tanpa bantuan radas. Mana-mana gergaji panel adalah penyelesaian kompromi. Untuk mencapai gerabak tegar, ringan dan padat yang sempurna tidak berfungsi, dan anda perlu mengimbangi keperluan ini. Kualiti pemasangan gerabak itu sendiri dan perhentian mempunyai pengaruh yang menentukan pada hasil yang diperolehi.
Pusat untuk sarang kelompok diperuntukkan dalam kategori khas. Kesemuanya dilengkapi dengan sistem kawalan berangka secara lalai. Kerja-kerja dijalankan dengan menggerakkan sokongan menggergaji. Kosong atau papak plat dipegang tegar oleh pengapit khas.
Teknik ini berbeza daripada gergaji bulat konvensional kerana berat bahagian individu, mahupun dimensi atau tahap produktiviti tidak terhad untuknya.




Gambaran keseluruhan spesies
Mengikut kelas
Mana-mana model gergaji mempunyai unit pemotongan rendah. Terima kasih kepada mereka, pembentukan cip dihalang. Kebersihan potongan terjamin tanpa mengganggu lapisan atas. Model kelas ekonomi dibezakan dengan kesederhanaan dan set mod yang terhad. Di bawah beban berat, modul kuasa tidak akan bertahan.
Alat kumpulan perniagaan mempunyai blok tambahan. Penyelesaian ini menjamin tindakan yang sangat berkesan. Bahagian menggergaji telah meningkatkan kuasa. Mereka boleh membawa beban yang besar dalam tempoh yang lama. Kerja yang berjaya dijamin sepanjang syif kerja.
Untuk pengeluaran berskala besar, model yang paling disukai adalah kelas tambahan. Mereka menggunakan maksimum inovasi teknologi. Ini terutamanya sistem automatik. Peralatan sedemikian dibenarkan di loji besar. Kos seunit output akan menjadi minimum.



Mengikut jenis pembinaan
Sistem mendatar dilengkapi dengan gerabak mudah alih di mana gergaji bulat dipasang. Semasa operasi, plat diletakkan dalam satah mendatar. Kelebihan - anda boleh memotong kepingan perabot pelbagai saiz. Jenis mata gergaji bermaksud penempatannya dalam kedudukan pegun.
Papak atau kepingan lain yang dibentangkan di atas meja bergerak ke arah gergaji. Dalam sesetengah kes, sepasang bas selari digunakan dan bukannya jadual ringkas. Sekiranya terdapat pemacu elektrik, pergerakan pada penggelek khas disediakan. Model sedemikian mampu mengatasi bahan kerja yang besar. Tetapi mereka agak tertakluk kepada butiran kecil.
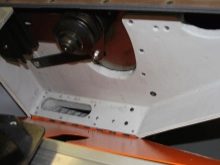
Terdapat juga gergaji panel menegak. Mereka dipasang pada pendirian berorientasikan menegak. Gergaji bulat bergerak ke atas dan ke bawah. Menyediakan mesin jenis ini agak mudah; ia sering digunakan dalam industri perabot besar dan dilengkapi dengan CNC.


Dengan kuasa
Sesetengah versi mesin mini mempunyai kuasa 2 kW. Tetapi penunjuk ini, dan walaupun 3-4 kW cukup hanya untuk kerja yang paling mudah. Sesetengah peralatan yang baik mempunyai kuasa 5-7 kW. Peranti berkuasa rendah jarang sesuai untuk dilengkapi dengan sistem automatik. Di samping itu, mereka tidak praktikal dan cepat rosak.

Pengeluar dan model terbaik
Peringkat termasuk terutamanya Filato FL-3200B... Pengeluar mesin sedemikian telah beroperasi sejak tahun 1970-an. Syarikat itu telah menjadi salah satu pembekal utama peralatan industri dan boleh menawarkan pelbagai jenis produk. Khususnya, sistem FL-3200B sesuai untuk pemesinan membujur, melintang dan sudut. Pengangkutan ini sangat boleh dipercayai dan hampir tidak memerlukan penyelenggaraan.
Wakil teratas ini mempunyai beberapa sifat menarik lain, seperti:
- ketepatan mutlak kerja;
- kemungkinan berhenti kecemasan;
- gergaji kecondongan dari 0 hingga 45 darjah;
- ketinggian pemotongan dengan elemen utama - 11/7 cm;
- bahagian paip cawangan (sedutan untuk cukur) - 12 cm;
- jumlah berat - 1050 kg.



Bercakap mengenai produk buatan Rusia, kita mesti terlebih dahulu menyebutnya model "Saratovka 3200"... Peranti ini direka untuk pemotongan tepat pelbagai produk. Perjalanan gerabak adalah mencukupi untuk pemesinan papak besar. Penutup pengekstrak habuk disediakan. Gergaji utama mempunyai bahagian pendaratan 3 cm, dan dimensi terbesarnya ialah 40 cm; kuasa standard mencapai 4 kW.


Antara gergaji panel Itali, menarik Siri Nova oleh SCM... Meja bergerak terletak pada panduan yang keras dan melengkung. Lebar rel ini ialah 40 cm. Struktur kes memberikan ketahanan dan kebolehpercayaan maksimum. Kecondongan gergaji berbeza-beza.

Produk firma besar China juga patut diberi perhatian. Model WoodTec 1600 mampu mencabar produk daripada pembekal utama yang lain. Dia mempunyai berat 480 kg. Ketinggian meja ialah 84 cm Bahagian gergaji utama ialah 30.5 cm (dengan diameter pendaratan 3 cm).
Sistem ini direka untuk memotong silang dan sudut:
- papan terpaku;
- MDF;
- kayu pepejal;
- Papan gentian.
Dibekalkan dari Jerman mesin Altendorf F 25 mempunyai tahap kualiti yang luar biasa dan pada masa yang sama sangat padat. Ia boleh digunakan dalam melengkapkan bengkel rumah dan sebagai peralatan tambahan untuk tugas industri. Kecondongan mata gergaji berbeza dari 0 hingga 46 darjah. Ketinggian mesin ialah 88 cm, sebuah gerabak dua roda disediakan. Saiz terbesar mata gergaji ialah 31.5 cm.


Talian
Komponen individu gergaji panel memainkan peranan penting. Antaranya, pengapit sipi terserlah. Ia membolehkan anda memegang papan untuk diproses dengan selamat. Terima kasih kepada penetapan ini, gergaji dengan yakin boleh melakukan tugas mereka dengan sekerap minimum. Untuk bekerja dengan papan serpai dan MDF, cakera pemarkahan sering digunakan.
Beberapa cakera ini tergolong dalam kumpulan berlian. Penutup pelindung bertanggungjawab untuk keselamatan pengendali. Ia mungkin berbeza dalam saiz dan ciri-ciri lain. Tetapi hampir semua produk sedemikian mempunyai saluran untuk pengekstrakan (aspirasi). Tanpa litar sedemikian, penyingkiran habuk papan dan habuk kayu hampir mustahil - iaitu, ia juga merupakan pengganti pembersih vakum industri.
Operasi biasa tidak dapat difikirkan tanpa ukuran yang tepat. Oleh itu, ia amat bernilai menyebut komponen sedemikian sebagai pembaris digital. Peranti canggih mampu membuat ukuran dengan ralat 0.5 mikron. Mereka mempunyai panjang kerja dan resolusi yang berbeza.
Rasuk tekanan pneumatik juga sering digunakan. Ia lebih dipercayai daripada pengapit sipi yang mudah. Pagar koyak juga merupakan kunci kepada kerja yang selesa. Selain itu, pisau penusuk mungkin berguna untuk beberapa manipulasi.Ketebalannya sekurang-kurangnya sama dengan bahagian mata gergaji. Akhirnya, bingkai sokongan mengandungi penggelek dengan galas, berkat pergerakan itu berlaku.

Apa yang perlu dicari semasa memilih?
Pertama sekali, anda perlu menganalisis tiga ciri seperti:
- kuasa;
- saiz;
- berat badan.
Mereka jelas saling berkaitan. Sukar untuk menjangkakan bahawa mesin kecil akan menghasilkan produktiviti yang besar dan akan menggunakan sejumlah besar arus. Perlu ada beberapa keseimbangan sifat yang berbeza. Tetapi adalah mustahil untuk mengehadkan diri kepada parameter sedemikian.
Memilih yang sesuai untuk kedua-dua radas kecil dan besar bermakna mengkaji rangkanya dengan betul. Jisim dan ketegarannya mestilah sangat tinggi, kerana jika tidak, ketepatan potongan tidak dapat dijamin.

Unit menggergaji di hampir semua mesin adalah lebih kurang sama. Hanya sekali-sekala kestabilan mereka meningkat dengan menggunakan aci gergaji yang dilanjutkan. Penyelesaian ini adalah optimum untuk peralatan perindustrian. Kuasa melebihi 5.5 kW mesti digunakan jika anda perlu berurusan dengan pemotongan kelompok dan bekerja dengan bahan padat.
Sudut kecondongan adalah penting jika anda perlu membuat perabot mengikut projek individu. Tetapi apabila bekerja dengan papak, ini tidak begitu relevan. Adalah berguna untuk memilih mesin dengan seberapa banyak mod kelajuan yang mungkin. Pilihan lain yang menyenangkan ialah pergerakan paksi bilah pemarkahan berhubung dengan gergaji utama. Kuasa gergaji pemarkahan hendaklah 500-1000 W.
Perhentian mesti diletakkan dengan tepat dan selamat. Untuk tujuan ini, mereka biasanya mesti menaiki pemandu yang boleh dipercayai dan ditambah dengan pembaris khas. Pembaris harus diperiksa untuk kehadiran skala terukir condong ke arah pengendali; lebih baik lagi apabila penunjuk digital digunakan berbanding pembaris.
Tahap beban perlu dinilai dengan teliti. Sudah tentu, anda perlu memberi perhatian kepada ulasan mengenai model tertentu.


Penyesuaian
Sebelum menyediakan gergaji panel, anda perlu memahami ciri ujiannya. Prosedur pelarasan dan pelarasan dijalankan dalam beberapa peringkat. Habisan tempat duduk dalam arah paksi atau jejari hendaklah kurang daripada 0.003 cm. Suhu gelendong diseragamkan dengan ketat. Ia boleh melebihi suhu udara di bengkel dengan maksimum 50 darjah.
Larian ujian membantu menilai ketepatan kerja, termasuk perjalanan pengangkutan. Sekiranya anda melihat keretakan pada salutan hiasan, anda perlu menyemak sama ada gergaji diselaraskan dengan betul. Simetri dan saiz unjuran pada tepi adalah sangat relevan. Langkah seterusnya ialah menilai dengan cakera pengesahan; dialah yang akan menunjukkan ketepatan atau kesilapan pengangkutan itu.
Diagnostik mesti dijalankan mengikut arahan helaian data teknikal dan arahan.


Ciri-ciri operasi
Apabila memproses bahan kerja, sebarang tindak balas harus dikecualikan, jika tidak, ini boleh menyebabkan kelengkungan luka. Mesin dipasang menggunakan aras dan peraturan bangunan. Mencari perbezaan ketinggian atau cerun, lantai dituangkan dengan senarai yg panjang lebar. Penjajaran setempat tidak boleh diterima sepenuhnya. Mana-mana lapisan hanya boleh membawa kepada masalah tambahan.
Adalah perlu untuk mengetahui terlebih dahulu berapa banyak ruang yang diperlukan untuk gergaji panel. Seterusnya, mulakan pemacu dengan berhati-hati yang mungkin. Mesin mesti dijalankan terlebih dahulu dalam mod melahu. Semakan dijalankan menggunakan sisa yang tidak diperlukan.














Komen telah berjaya dihantar.