Shtangenreismas: apakah itu, jenis dan peranti

Di antara instrumen tukang kunci pengukur ketepatan tinggi, kumpulan yang dipanggil alat vernier menonjol. Bersama-sama dengan ketepatan pengukuran yang tinggi, mereka juga dibezakan oleh peranti ringkas dan kemudahan penggunaannya. Alat sedemikian termasuk, sebagai contoh, angkup yang terkenal, serta tolok kedalaman dan tolok ketinggian. Kami akan memberitahu anda lebih lanjut tentang alat terakhir ini dalam artikel ini.


Apa ini?
Pertama sekali adalah berbaloi untuk memberikan maklumat umum tentang alat tukang kunci ini.
- Ia juga mempunyai nama lain - pengukur ketinggian.
- Ia kelihatan seperti angkup vernier, tetapi dipasang untuk menentukan dimensi pada satah mendatar dalam kedudukan menegak.
- Prinsip operasi caliper tidak berbeza dengan prinsip operasi caliper.
- Tujuannya adalah untuk mengukur ketinggian bahagian, kedalaman lubang dan kedudukan relatif permukaan pelbagai bahagian badan. Di samping itu, ia digunakan untuk menandakan operasi.
- Oleh kerana instrumen itu, sebenarnya, peranti pengukur, ia mempunyai kaedah pengesahan dan pengukuran tertentu.
- Mengawal keadaan teknikal instrumen ini GOST 164-90, yang merupakan piawaian utamanya.


Ketepatan ukuran dan penandaan tolok ketinggian mencapai 0.05 mm walaupun untuk pekerja yang tidak mempunyai kemahiran khusus untuk bekerja dengannya.
Peranti
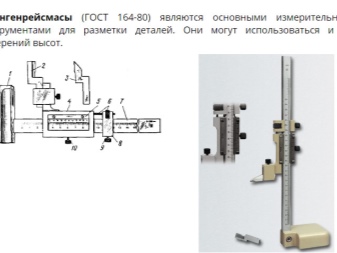
Pembinaan tolok ketinggian konvensional agak mudah. Bahagian utamanya ialah:
- asas besar-besaran;
- bar menegak di mana skala utama milimeter digunakan (kadang-kadang ia dipanggil pembaris, kerana dalam penampilan ia menyerupai alat ini yang diketahui dari tahun-tahun sekolah);
- bingkai utama;
- vernier (skala mikrometrik tambahan pada bingkai utama);
- mengukur kaki.

Semua bahagian lain adalah tambahan: pengikat, pelarasan. Ia:
- skru dan nat untuk menggerakkan bingkai utama;
- bingkai suapan mikrometrik;
- skru penetapan bingkai;
- pemegang untuk hujung kaki pengukur yang boleh diganti;
- jurutulis.

Batang dengan skala pengukur utama ditekan ke dalam dasar alat dengan ketat pada sudut tepat (berserenjang) dengan satah rujukannya. Rod mempunyai rangka bergerak dengan skala vernier dan unjuran ke sisi. Penonjolan dilengkapi dengan pemegang dengan skru, di mana kaki pengukur atau penanda dipasang, bergantung pada operasi yang akan datang: pengukuran atau penandaan.
Vernier ialah skala tambahan yang menentukan dimensi linear tepat kepada pecahan milimeter.

Untuk apa ia diperlukan?
Anda boleh menggunakan alat penanda dan pengukur jenis ini dalam bengkel tukang kunci dan memusing untuk menentukan dimensi geometri linear pelbagai bahagian, kedalaman alur dan lubang, serta semasa menanda bahan kerja dan bahagian semasa kerja pemasangan dan pembaikan dalam industri yang berkaitan ( kejuruteraan mekanikal, kerja logam, automotif). Di samping itu, tolok ketinggian direka untuk mengukur ketinggian bahagian dengan tepat yang diletakkan pada kawasan penandaan. Pada masa yang sama, ciri metrologi instrumen tertakluk kepada pengesahan berkala, kaedah yang ditentukan oleh piawaian negeri.
Mereka boleh mengambil ukuran menegak, mendatar dan juga serong. Benar, untuk yang terakhir, nod tambahan diperlukan.


Pengelasan
Tolok ketinggian dikelaskan mengikut pelbagai kriteria. Mengikut reka bentuk, jenis peranti berikut dibezakan:
- vernier (SR) - ini adalah yang telah diterangkan di atas, iaitu, mereka menyerupai caliper;
- dengan skala bulat (ШРК) - peranti yang mempunyai skala rujukan bulat;
- digital (ШРЦ) - mempunyai penunjuk bacaan elektronik.



Di samping itu, alat ini dibezakan bergantung pada panjang maksimum (ketinggian) yang diukur bahagian. Parameter ini (dalam milimeter) disertakan dalam nama model alat.
Terdapat peranti pegang tangan bertanda SHR-250, yang bermaksud bahawa panjang atau ketinggian maksimum bahagian yang boleh diukur dengan alat ini hendaklah tidak lebih daripada 250 mm.
Dan juga terdapat model tolok ketinggian dengan tanda ШР-400, ШР-630 dan banyak lagi. Model maksimum yang diketahui ialah SHR-2500.


Semua alatan dikelaskan mengikut kelas ketepatan. Ia juga termasuk dalam tanda model. Sebagai contoh, menandakan ШР 250-0.05 bermakna model tolok ketinggian manual ini mempunyai ketepatan pengukuran 0.05 mm, seperti yang ditunjukkan oleh angka terakhir (0.05). Parameter ini sepadan dengan kelas pertama ketepatan instrumen mengikut GOST 164-90. Selang kelas ini ialah 0.05-0.09 mm. Bermula dari 0.1 dan lebih tinggi - kelas ketepatan kedua.
Untuk peranti digital, terdapat pemisahan mengikut apa yang dipanggil langkah diskret - dari 0.03 hingga 0.09 mm (contohnya, ShRTs-600-0.03).

Bagaimana nak guna?
Untuk mula menggunakan alat, anda perlu menyemak sama ada ia mengukur dengan tepat dan sama ada ia mempunyai sebarang kerosakan. Teknik ini mesti mematuhi dokumen normatif MI 2190-92, yang ditujukan khusus untuk tolok ketinggian.
Menyemak bacaan sifar di tempat kerja boleh dilakukan dengan 3 cara:
- peranti mesti dipasang pada permukaan rata;
- bingkai utama turun sehingga kaki pengukur menyentuh platform;
- skala pada pembaris utama dan vernier diperiksa - ia mesti bertepatan dengan tanda sifarnya.

Jika semuanya baik-baik saja, anda boleh menggunakan alat sedemikian dengan yakin.
Algoritma pengukuran terdiri daripada beberapa langkah.
- Letakkan bahan kerja yang akan diukur pada permukaan yang rata dan licin.
- Gabungkan produk dan tolok ketinggian.
- Gerakkan ke bawah bingkai skala utama sehingga ia menyentuh item yang hendak diukur.
- Selepas itu, sudah melalui mekanisme pasangan mikrometrik, capai sentuhan penuh kaki pengukur dengan produk.
- Skru akan membetulkan kedudukan bingkai peranti.
- Nilaikan hasil yang diperoleh: bilangan milimeter penuh - mengikut skala pada bar, pecahan milimeter tidak lengkap - mengikut skala tambahan. Pada skala vernier tambahan, anda perlu mencari bahagian yang bertepatan dengan pembahagian skala pada rel, dan kemudian hitung berapa banyak pukulan dari sifar skala vernier kepadanya - ini akan menjadi pecahan mikrometrik ketinggian yang diukur daripada produk tersebut.
Sekiranya operasi itu terdiri daripada penandaan, maka kaki penanda dimasukkan ke dalam alat, dan kemudian saiz yang dikehendaki ditetapkan pada skala, yang mesti ditanda pada bahagian itu. Penandaan dibuat dengan hujung kaki dengan menggerakkan alat berbanding bahagian tersebut.


Cara menggunakan stengenreismas, lihat di bawah.










Komen telah berjaya dihantar.