Tolok kedalaman: apakah itu? Peranti dan prinsip operasi

Dalam banyak sektor pembinaan dan pembuatan, seperti pembuatan dan pemprosesan bahagian, pengilangan, memusing, paip dan barang kemas, alat pengukur ketepatan tinggi digunakan. Salah satunya ialah pengukur kedalaman.


Apa ini?
Peranti ini secara strukturnya serupa dengan alat yang lebih terkenal - angkup. Ia mempunyai pengkhususan yang lebih sempit daripada yang terakhir, dan hanya bertujuan untuk pengukuran linear alur, alur dan tebing dalam satu arah - secara mendalam. Atas sebab ini, tolok kedalaman tidak mempunyai span.
Pengukuran dilakukan dengan memasukkan hujung rod pengukur ke dalam alur, kedalaman yang mesti ditentukan. Selepas itu, anda harus menggerakkan bingkai di sepanjang skala utama pada batang. Kemudian, apabila bingkai berada dalam kedudukan yang betul, anda perlu menentukan bacaan dalam salah satu daripada tiga cara yang mungkin (lihat di bawah).


Terdapat 3 jenis bacaan daripada peranti, mengikut tiga pengubahsuaian yang sepadan:
- dengan vernier (tolok kedalaman jenis SHG);
- pada skala bulat (SHGK);
- pada paparan digital (SHGTs).
Menurut GOST 162-90, peranti daripada tiga jenis yang disenaraikan boleh mempunyai julat ukuran sehingga 1000 mm. Julat biasa ialah 0-160 mm, 0-200 mm, 0-250 mm, 0-300 mm, 0-400 mm dan 0-630 mm. Apabila membeli atau memesan tolok kedalaman, anda boleh mengetahui julatnya dengan penandaan konvensional yang sepadan. Sebagai contoh, model yang mengukur kedalaman dari 0 hingga 160 mm dengan bacaan pada skala bulat akan mempunyai sebutan SHGK-160.



Bergantung pada peranti peranti, parameter penting, juga dikawal oleh GOST, adalah yang berikut.
- Nilai bacaan vernier (untuk pengubahsuaian jenis ShG). Boleh sama dengan 0.05 atau 0.10 mm.
- Pembahagian skala bulat (untuk ShGK). Nilai yang ditetapkan ialah 0.02 dan 0.05 mm.
- Langkah diskret peranti bacaan digital (untuk ShGT). Piawaian yang diterima umum ialah 0.01 mm.
- Mengukur panjang bingkai. Tidak kurang daripada 120 mm. Untuk model dengan julat ukuran sehingga 630 mm atau lebih, minimum yang diperlukan ialah 175 mm.
Dalam keadaan teknikal yang ditetapkan oleh GOST, piawaian ketepatan peranti ini ditentukan. Untuk peranti dengan vernier, margin ralat adalah antara 0.05 mm dan 0.15 mm, bergantung pada julat ukuran. Peranti dengan skala bulat mempunyai ralat yang dibenarkan 0.02 - 0.05 mm, dan yang digital - tidak lebih daripada 0.04 mm.
Pada masa yang sama, piawaian ini tidak terpakai kepada model mikrometrik, yang membolehkan pengukuran dengan ketepatan seperseribu milimeter.

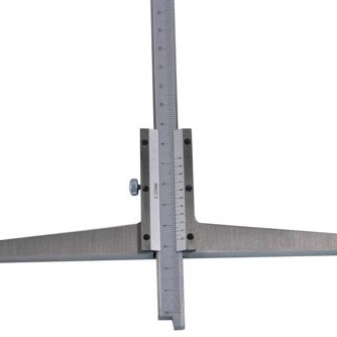
Peranti
Seperti yang dinyatakan di atas, tolok kedalaman mempunyai rod pengukur, di mana bahagian skala utama ditandakan. Hujungnya terletak pada permukaan dalaman lekukan yang diukur. Model SHG mempunyai bingkai, di dalam slotnya terdapat vernier - unit asas yang penting, yang juga terdapat dalam reka bentuk angkup, mikrometer dan alat pengukur ketepatan lain. Mari kita lihat dengan lebih dekat huraian nod ini.
Jika tujuan skala barbel utama mudah difahami - ia berfungsi seperti pembaris biasa, maka vernier menjadikan proses pengukuran lebih rumit, tetapi membolehkan anda menentukan dimensi linear dengan lebih tepat, sehingga seperseratus milimeter.


Vernier ialah satu lagi skala tambahan - ia digunakan pada tepi slot bingkai, yang boleh dialihkan sepanjang bar, menggabungkan risiko padanya dengan risiko pada vernier.Idea untuk menggabungkan risiko ini adalah berdasarkan pemahaman fakta bahawa seseorang dapat dengan mudah melihat kebetulan dua bahagian, tetapi agak sukar baginya untuk menentukan secara visual pecahan jarak antara dua bahagian yang bersebelahan. Mengukur apa-apa dengan pembaris biasa dengan pengijazahan 1 mm, dia tidak boleh menentukan panjang, hanya dibundarkan kepada keseluruhan terdekat (dalam milimeter).
Dalam kes vernier, bahagian integer bagi nilai yang dikehendaki ditentukan oleh pembahagian sifar vernier. Jika pembahagian sifar ini menunjukkan sebarang nilai antara 10 dan 11 mm, keseluruhan bahagian dianggap 10. Bahagian pecahan dikira dengan mendarab nilai bahagi vernier dengan bilangan tanda yang sepadan dengan salah satu bahagian pada bar.


Sejarah penciptaan vernier kembali ke zaman dahulu. Idea ini mula-mula dirumuskan pada abad ke-11. Peranti jenis moden dicipta pada tahun 1631. Kemudian, vernier bulat muncul, yang berstruktur dengan cara yang sama seperti yang linear - skala tambahannya adalah dalam bentuk arka, dan yang utama adalah dalam bentuk bulatan. Peranti bacaan penunjuk yang digabungkan dengan mekanisme ini menjadikannya lebih mudah dan lebih mudah untuk menentukan bacaan, yang merupakan sebab penggunaan tolok kedalaman vernier dengan skala bulat (SHGK).
Beginilah cara versi mekanikal tolok kedalaman berfungsi. Baru-baru ini, peranti digital ShGT telah tersebar luas, ciri tersendirinya ialah peranti bacaan elektronik dengan penderia dan skrin untuk memaparkan bacaan. Kuasa dibekalkan oleh bateri.


Jenis dan model
Di atas, hanya jenis utama tolok kedalaman dinamakan, dengan dan tanpa vernier. Sekarang kita akan mempertimbangkan pengubahsuaian khusus, yang masing-masing mempunyai ciri tersendiri bergantung pada skop aplikasi. Sebagai tambahan kepada yang disenaraikan, tolok kedalaman penunjuk (dengan penunjuk dail) digunakan, ditunjukkan oleh tanda GI, serta GM - tolok kedalaman mikrometrik dan versi universal dengan sisipan pengukur yang boleh diganti.
Jenis struktur dan pilihan model tertentu bergantung kepada faktor berikut:
- dalam julat apakah nilai kedalaman alur (alur, lubang gergaji), yang mesti diukur;
- apakah dimensi dan bentuk keratan rentasnya.



Untuk kedalaman cetek, ukuran yang memerlukan ketepatan tinggi (sehingga 0.05 mm), model jenis ShG160-0-05 digunakan. Untuk alur sederhana, pilihan dengan julat yang lebih luas adalah lebih baik, contohnya, ШГ-200 dan ШГ-250. Daripada model khusus jenis ini: Norgau 0-200 mm - 0.01 mm margin ralat untuk versi elektronik, terdapat vernier yang lebih murah.
Apabila menjalankan kerja-kerja penguncian dan pemusingan yang berkaitan dengan pemprosesan alur dan lubang gerudi lebih daripada 25 cm, tolok kedalaman ShG-400 digunakan, yang masih membenarkan anda mengekalkan ketepatan sehingga perseratus milimeter. Untuk alur 950 mm dan lebih, terdapat juga piawaian untuk tolok kedalaman dengan julat ukuran yang luas, bagaimanapun, GOST dalam kes ini membenarkan had ralat sehingga sepersepuluh milimeter.
Jika ini tidak mencukupi, lebih baik menggunakan instrumen mikrometrik.

Ciri-ciri khusus model tolok kedalaman yang perlu anda perhatikan semasa membeli ialah bentuk hujung joran. Bergantung pada sama ada anda ingin mengukur kedua-dua kedalaman dan ketebalan alur atau lubang sempit, anda mungkin ingin mempertimbangkan model dengan hujung cangkuk atau dengan jarum pengukur. Perlindungan IP 67 memastikan rintangan air instrumen, yang penting terutamanya untuk model dengan elektronik.
Jika anda memerlukan instrumen digital yang lebih mudah daripada instrumen vernier, anda mempunyai pilihan antara beberapa pengeluar asing dan domestik. Sebagai contoh, syarikat terkenal Carl Mahr (Jerman), rangkaian model Micromahrnya telah membuktikan dirinya dengan baik dengan pengubahsuaian MarCal 30 EWR dengan output data, MarCal 30 ER, MarCal 30 EWN dengan cangkuk. Satu lagi jenama terkenal Jerman Holex turut membekalkan produknya ke Rusia. Daripada jenama domestik, CHIZ (Chelyabinsk) dan KRIN (Kirov) terkenal.



Apakah ukuran yang mereka gunakan?
Seperti berikut dari di atas, tujuan tolok kedalaman adalah untuk mengukur kedalaman unsur-unsur bahagian dengan memasukkan hujung rod ke dalam alur atau alur. Adalah perlu bahawa hujung rod dengan mudah memasuki kawasan yang dikaji dan sesuai dengan permukaan bahagian tersebut. Oleh itu, rod diperbuat daripada aloi kekerasan yang meningkat, dan untuk alur kompleks dan telaga sempit, sisipan khas digunakan - jarum pengukur dan cangkuk - dari bahan yang sama.
Alat ini digunakan dalam kes-kes di mana ia diperlukan untuk mendapatkan saiz yang tepat, dan penggunaan caliper atau mikrometer adalah mustahil kerana spesifik bentuk bahagian tersebut. Pada masa yang sama, adalah penting untuk memahami cara peranti berfungsi dan memantau keberkesanan penggunaannya. Terdapat ujian ketepatan yang mudah: ambil beberapa ukuran berturut-turut dan bandingkan hasilnya.

Jika perbezaannya beberapa kali lebih besar daripada had ralat yang dibenarkan, maka ralat telah dibuat semasa pengukuran atau peranti itu rosak. Untuk penentukuran, anda perlu mengikuti langkah-langkah yang diterangkan dalam metodologi pengesahan yang diluluskan oleh GOST.
- Sediakan instrumen untuk penentukuran dengan membasuhnya untuk mengeluarkan habuk dan serpihan dengan detergen.
- Pastikan ia secara luaran memenuhi keperluan standard, bahagian dan skala tidak rosak.
- Periksa sama ada bingkai bergerak dengan bebas.
- Tentukan sama ada ciri metrologi konsisten dengan piawai. Pertama sekali, ini melibatkan had, ralat, julat ukuran dan panjang ledakan tidak terjual. Semua ini disemak dengan bantuan peranti kerja lain yang diketahui dan pembaris.

Walaupun untuk tolok kedalaman mekanikal mengikut GOST, had ralat sehingga perseratus milimeter diisytiharkan, jika anda memerlukan ketepatan yang terjamin, adalah disyorkan untuk menggunakan tolok kedalaman dengan peranti bacaan jenis digital.
Menggunakan instrumen murah, anda masih boleh mengalami ketidaktepatan semasa mengukur - maka yang terbaik adalah menggunakan kaedah yang diterangkan di atas, dan hasil akhirnya adalah untuk mempertimbangkan purata aritmetik semua nilai yang diperolehi.

Bagaimana nak guna?
Prinsip pengukuran merangkumi beberapa garis panduan praktikal yang harus digunakan untuk mendapatkan hasil yang tepat. Apabila mengukur, betulkan bingkai dengan bolt, yang direka supaya ia tidak bergerak secara tidak sengaja. Jangan gunakan alat dengan rod atau vernier yang rosak (dalam kes peranti digital, mungkin terdapat kerosakan yang lebih kompleks) atau dengan tanda sifar yang patah. Ambil kira pengembangan haba bahagian (yang terbaik adalah untuk mengambil ukuran pada suhu hampir 20 C).
Apabila mengukur dengan tolok kedalaman mekanikal, ingat nilai bahagi. Bagi kebanyakan model, ia adalah 0.5 atau 1 mm untuk skala utama dan 0.1 atau 0.5 mm untuk vernier. Prinsip umum ialah bilangan pembahagian vernier, yang bertepatan dengan tanda skala utama, mesti didarab dengan harga bahagiannya dan kemudian ditambah kepada keseluruhan bahagian nilai yang dikehendaki.
Lebih mudah untuk bekerja dengan peranti SHGT digital. Anda hanya boleh membaca hasil daripada skrin. Menentukur mereka juga bukan prosedur yang rumit, hanya tekan butang yang menetapkan skala digital kepada sifar.


Terdapat beberapa peraturan untuk penggunaan dan penyimpanan peranti untuk mengelakkan kegagalan pramatangnya:
- kemasukan habuk dan zarah pepejal di antara bingkai dan batang boleh menyebabkan ia tersekat, jadi simpan instrumen dalam bekasnya;
- hayat perkhidmatan peranti mekanikal lebih lama daripada yang digital, dan yang kedua memerlukan pengendalian yang lebih berhati-hati;
- komputer membaca dan paparan tidak boleh terkena kejutan dan kejutan;
- untuk operasi yang betul, komponen ini mesti dikuasakan daripada bateri dengan paras cas biasa dan/atau daripada bekalan kuasa yang berfungsi.
Dalam video seterusnya anda akan menemui gambaran keseluruhan tolok kedalaman ShGTs-150.










Komen telah berjaya dihantar.