Gambaran keseluruhan dan penyepuhlindapan pencuci tembaga

Kajian semula dan penyepuhlindapan mesin basuh tembaga adalah topik yang sangat penting dalam bidang teknikal moden. Gambaran keseluruhan set pencuci pengedap 10x14x1 mm dan saiz lain adalah sangat penting. Ia sangat berguna untuk mengetahui cara menyepuhnya, serta apakah keperluan asas untuk GOST sedia ada.
Penerangan dan tujuan
Penggunaan pelbagai elemen pengedap diamalkan untuk meningkatkan kebolehpercayaan dan kestabilan sambungan skru. Pilihan bahan untuk mesin basuh ditentukan oleh kesan yang akan dialami oleh sambungan. Pencuci kuprum paling sesuai apabila terdapat suhu dan tekanan tinggi dalam mod malar atau sekejap-sekejap. Oleh itu, ia digunakan secara meluas dalam industri kejuruteraan apabila memasang mekanisme yang direka untuk tekanan tinggi. Pertama sekali, kita bercakap mengenai bahan api dan peralatan hidraulik.


Daya tarikan mesin basuh tembaga untuk sandaran pada gergaji dan untuk palam longkang kereta juga dikaitkan dengan:
- rintangan kimia tinggi bahan mereka dalam persekitaran yang agresif;
- rintangan kakisan yang sangat baik;
- pemeliharaan fungsi pengedap di bawah tindakan suhu tinggi, serta dengan turun naik yang ketara dalam rejim terma;
- rintangan getaran;
- kekuatan dan kestabilan sifat asas di bawah tekanan ketara.

Pengikat sedemikian juga boleh digunakan dalam mekanisme automotif, semua bahagiannya sentiasa dipanaskan, sementara masih dilembapkan. Tahap tanggungjawab yang tinggi ini bermakna pencuci ini memenuhi keperluan yang sangat mendesak. Pematuhan dengan GOST yang ditentukan untuk jenis produk tertentu adalah penting. Maklumat pematuhan boleh didapati pada pembungkusan asal kit dan pada sijil kualiti yang disertakan. Pencapaian sifat yang diperlukan bergantung terutamanya pada ciri bahan mentah.

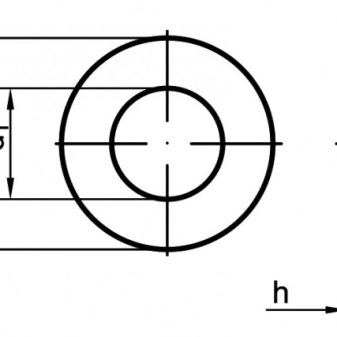
Cara mesin basuh kelihatan jelas diterangkan dalam GOST 18123-82. Mengikut piawaian ini, tidak sepatutnya ada penyelewengan dari bentuk licin di permukaan. Tiada burr atau retak dibenarkan. Pencuci dengan tanda-tanda kakisan atau dengan titisan logam juga tidak mematuhi piawaian. Kekasaran lebih daripada 3.2 mikron juga memungkinkan untuk tidak menerima produk.
Proses kawalan melibatkan, pertama sekali, pemeriksaan visual. Jika perlu, kajian yang tepat dijalankan melalui kaca pembesar. Kekasaran dinilai oleh piawai penunjuk mengikut GOST 9378-75 atau menggunakan peranti pengukur khusus.
Kadangkala mesin basuh tembaga disalut dengan lapisan serbuk khas untuk memberikan rintangan kakisan tambahan. Salutan ini dikawal oleh GOST 9.302-79.

Ciri-ciri pengeluaran
Dari segi struktur, set pencuci tembaga boleh mewakili koleksi cakera bulat, kadangkala segi empat tepat. Mereka jelas dibezakan oleh kategori ketepatan mereka. Tahap ketepatan standard ialah B, tahap ketepatan yang meningkat ialah A. Teknologi yang digunakan pada masa ini melibatkan pengeluaran pencuci tembaga dengan memotong atau penyemperitan daripada logam. Elemen awal boleh sama ada helaian atau plat.

Produk pengedap mesti disepuh dan kemudian dijelaskan. Tidak boleh ada calar atau penyok padanya. Seharusnya juga tiada samaran yang menghalang operasi mesin basuh. Peranan penyepuhlindapan adalah untuk meningkatkan keplastikan logam, kerana ubah bentuk bahagian dengan penurunan suhu dikecualikan.
Gred tembaga M1, M2, M3 paling kerap digunakan untuk pengeluaran mesin basuh. Antaranya, M3 adalah pilihan terbaik. Benar, logam boleh diganti bergantung pada nuansa operasi masa depan.
Dalam sesetengah kes, gred tembaga yang lebih eksotik digunakan, mengandungi sejumlah kecil oksigen dan fosforus.

Penyepuhlindapan dilakukan terus di tapak pengeluaran, tetapi jika produk disimpan untuk masa yang lama, anda perlu mengulangi prosedur.

Gred bahan
Penandaan rasmi mesin basuh tembaga sentiasa menunjukkan kehadiran salutan serbuk. Produk kelas P29 adalah tergalvani dan dipasifkan. Tanda P34 bermakna produk hanya dipasifkan. Dalam kes di mana piawaian menyediakan lebih daripada satu kelas ketepatan, penetapannya diletakkan pada permulaan jenama. Komposisi tanda termasuk:
- jenis pelaksanaan;
- bahagian benang;
- ketebalan bahagian;
- jenama kimia;
- indeks bersyarat;
- ketebalan salutan yang digunakan;
- piawaian yang digunakan.
Terdapat piawaian asas seperti:
- GOST 10450-78 (produk kecil)

- GOST 6958-78 (pencuci yang diperbesarkan)

- GOST 11371 (struktur rata)

- GOST 19752-84 (gasket rata diperbuat daripada logam untuk pengedap)

- DIN 7603 A (gelang tembaga pengedap).


Mesin basuh tembaga-aluminium mempunyai jenama khas - SHAM. Terdapat perbezaan diameter. Jenama lain:
- DIN 125 (asas)

- DIN 433 (sempit, untuk lapisan)

- DIN 7349 (untuk pin spring)

- DIN 988 (sokongan, untuk pelarasan)
- LEBAR (jenis badan).

Cara penyepuhlindapan dengan betul
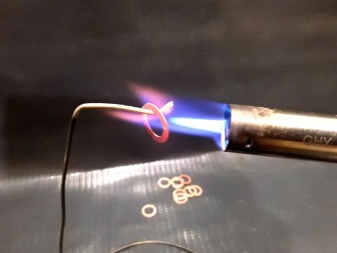
Ia bernilai menembak pencuci tembaga di bawah muncung jika hanya untuk melegakan tekanan dalaman yang tidak dapat dielakkan muncul semasa pemprosesan bahan dalam pengeluaran. Tetapi sangat penting untuk mengikuti prosedur ini dengan jelas. Proses ini dijalankan apabila dipanaskan hingga 700 darjah. Kemudian bahagian-bahagian itu disejukkan dengan lancar secara semula jadi pada suhu biasa sehingga ia menyejukkan hingga +25 darjah Celsius.
Rawatan haba dijalankan menggunakan obor kimpalan. Nyalaan dinyalakan di dalamnya menggunakan oksigen dan asetilena yang dibekalkan daripada silinder yang berbeza. Satu lagi nuansa penting - sarung tangan dan cermin mata diperlukan. Perlu ada alat pemadam api berhampiran tempat kerja. Setelah menyambungkan hos ke silinder, adalah perlu untuk membuka injap asetilena pada pembakar sebanyak 50%. Selepas menyalakan gas, tunggu kemunculan nyalaan merah oren.

Selepas itu, injap oksigen dibuka sehingga nyalaan biru muncul. Pada masa ini, mesin basuh terbakar. Api diarahkan pada keping dan diarahkan ke sepanjang permukaan, mencapai cahaya merah ceri. Selepas itu, segera tutup kedua-dua injap gas. Kemudian, seperti yang telah disebutkan, anda perlu membiarkan produk sejuk.

Dimensi (edit)
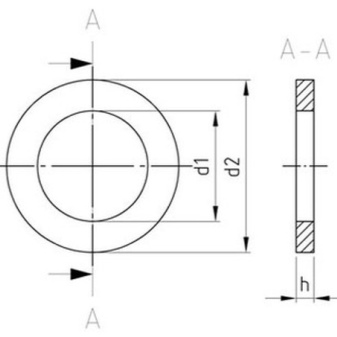
Dimensi mesin basuh tembaga sangat berbeza mengikut piawaian pembuatan yang berkenaan dan kawasan penggunaan. Dalam amalan domestik, terdapat dimensi asas berikut:
- pencuci pengedap untuk KAMAZ 6x12x1 (1.5), 8x12x1.0;
- pengedap untuk paip minyak KAMAZ dan MAZ 8x12x1.5, 9x15x0.7;
- untuk penyuntik KAMAZ 9.7x17.5x1.5;
- untuk talian bahan api 10x16x1.0 (1.5).
Contoh produk yang baik dengan ketebalan 1 mm ialah pengubahsuaian 10x14x1. Dimensi yang tepat ialah 10.3x14.6x1.0. Satu salinan seberat 0.67 g. Pengeluaran mesin basuh 10x14 dibuat sekurang-kurangnya dalam kelompok 10 keping.
Penting: hanya pengeluar Rusia yang cuba mengekalkan dimensi ini dengan tepat.

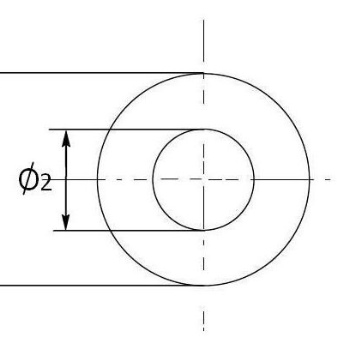
Produk ini juga popular dengan saiz 5x10x1, serta 10x12x1, 38x52x3. Produk kategori M10, termasuk M10x14, berbeza:
- dengan diameter 10 mm (bukan tanpa sebab dikeluarkan dalam penetapan);
- seberat 3 gram;
- dengan diameter dalam 20 mm.


Akhirnya, mesin basuh tembaga dalam saiz berikut adalah permintaan di pasaran:
- M8;
- M12;
- M14;
- M16.

Proses terperinci untuk penyepuhlindapan mesin basuh tembaga dibentangkan dalam video berikut.













Komen telah berjaya dihantar.