Pahat tukang kunci: tujuan dan petua untuk memilih

Sesetengah pekerjaan memerlukan alat khas yang direka untuk kesan mekanikal dengan daya pemusnah. Peranti sedemikian adalah pahat. Dia akan dibincangkan dalam artikel.

Apa ini?
Pahat tukang kunci ialah alat pemotong hentaman untuk memproses logam atau batu. Ia diperbuat daripada keluli karbon alat. Hujung alat itu berbentuk bilah.
Alat ini pelbagai fungsi, tetapi ia digunakan terutamanya untuk:
- memecahkan batu;
- penebangan logam;
- merobohkan jubin;
- "Memotong" kepala paku / rivet dan pengikat serupa;
- menanggalkan / mengetatkan bolt dan nat dengan tepi "lapped".


Peranti
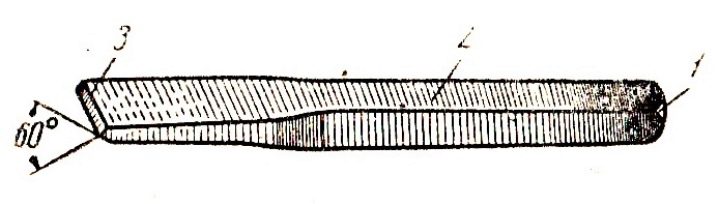
Rajah menunjukkan peranti pahat tukang kayu: 1 - kepala, 2 - batang, 3 - bilah.
Secara umum, pahat adalah bar lurus, di mana bahagiannya boleh dikesan bentuk segi empat tepat, bulat, bujur atau pelbagai rupa. Ia diasah pada satu sisi (bilah kerja). Hujung yang lain bertujuan untuk pukulan tukul. Untuk memastikan keselamatan tuan semasa bekerja, "cendawan" pelindung boleh dipasang pada pahat. Ia adalah pemegang berongga dengan manik yang diperbuat daripada getah, kayu atau plastik. Walau bagaimanapun, perlu diingat bahawa hanya pilihan pembinaan alat yang biasanya dilengkapi dengan cendawan pelindung. Pada pahat yang sama, dia, sebagai peraturan, tidak hadir.
Bilah kerja mempunyai pengasah dua sisi dengan sudut pemotongan primer dan sekunder. Untuk meningkatkan hayat bilah pemotong, ia sedikit kusam. Batang dan bilah kerja pahat tertakluk kepada pengerasan haba tanpa gagal.
Jenis dan ciri
Terdapat kira-kira 20 jenis alat yang dipersoalkan. Mari kita senaraikan yang paling terkenal daripada mereka.
- pahat - digunakan untuk kerja dengan logam yang tidak dikeraskan.
- Pahat pike - digunakan dengan peranti pneumatik (hammer bicu dan chipper).
- Pahat pahat - dilengkapi dengan tepi pemotong tirus. Digunakan untuk menebuk alur atau alur dalam logam.



- Pahat alur - subspesies pemotong silang dengan tepi pemotong berbentuk.
- Pahat tukang besi - dipasang pada pemegang kayu yang panjang (seperti tukul). Ini membolehkan tangan yang memegang peranti dikeluarkan daripada logam panas. Penggunaan logam sejuk untuk memotong tidak dikecualikan.
- Pahat scarpel - peranti yang lebih tajam berbanding dengan model konvensional, digunakan untuk bekerja dengan batu. Bilah kerja pilihan ini adalah serupa dengan bilah. Ia membantu melicinkan batu, terutamanya digunakan oleh pengukir. Alat ini dilengkapi dengan cendawan getah, yang melindungi tuan bukan sahaja dari pukulan ke tangan, tetapi juga dari penyebaran serpihan.



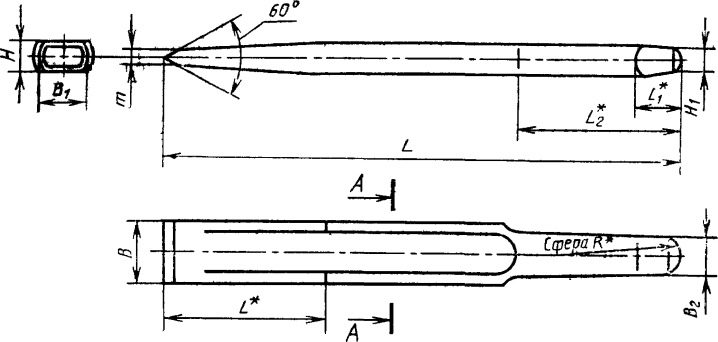
Ciri-ciri utama alat termasuk jenis lekapan, tujuannya (untuk memproses logam lembut, sederhana keras dan keras). Jenis bahagian yang menarik (tirus atau lurus) juga diambil kira. Pahat dihasilkan dalam beberapa variasi bahagian komponen (mengikut keperluan GOST 7211-86). Peruntukkan alat dengan pemegang:
- bahagian bujur rata;
- bahagian bujur;
- bahagian heksagon;
- Bahagian saya.



Mengikut jenis bahagian yang menarik, terdapat pilihan yang mempunyai:
- kerja kon dan bahagian yang menarik dalam lebar;
- lurus bekerja bahagian menarik dalam lebar.
Jika peranti itu bertujuan untuk memotong logam, semasa menciptanya, keluli karbon gred U7, U8, U9, U7A, U8A, dll. digunakan.Sekiranya alat itu dicipta untuk batu yang berfungsi, mereka mengambil pilihan struktur untuk keluli 45, 50, 50X, yang boleh juga dilengkapi dengan sisipan karbida, contohnya, dari Pobedit.
Pahat dengan brazing menang sesuai untuk bekerja dengan konkrit, logam, pelbagai baka. Pahat sedemikian akan bertahan lebih lama daripada peranti tanpa pematerian. Ia juga akan bertahan lebih lama tanpa mengasah.
Mengikut keperluan teknikal GOST, kekerasan pahat mesti sesuai dengan parameter tertentu. Untuk permukaan kerja pada panjang sekurang-kurangnya separuh dari tepi pemotong untuk gred keluli 7ХФ, 8ХФ angka ini ialah 56-60 HRC. Untuk U7A, 8HF, nilai 54-58 HRC disediakan. Untuk bahagian pukulan pada panjang sekurang-kurangnya satu setengah kali daripada hujung pukulan untuk 7HF, 8HF, norma yang ditetapkan ialah 41-46.5 HRC. Bagi U7A, 8HF, di sini penunjuk berada dalam julat 36.5-41.5 HRC.


Gred keluli lain boleh digunakan untuk mencipta produk. Perkara utama ialah sifat mekanikal bahan dalam keadaan yang diproses tidak lebih buruk daripada jenis yang diterangkan di atas.
Pahat mesti mempunyai salutan pelindung dan hiasan. Menurut GOST 9.306 dan 9.032, ini boleh:
- oksida dengan minyak, fosfat dengan minyak atau krom dengan ketebalan 9 mikron;
- kromium 1 mikron tebal dengan sublapisan nikel yang digunakan oleh pengurangan katodik dengan ketebalan 12 mikron;
- tergalvani dengan ketebalan 15 mikron dengan kromat dan fosfat, diikuti dengan mengecat permukaan pahat dengan enamel nitroglyphthalic NTs132 pelbagai warna mengikut kelas II;
- kadmium 21 mikron tebal dengan kromat;
- krom 1 mikron dengan sublapisan nikel setebal 14 atau 7 mikron.
Saiz pahat berbeza-beza. Panjangnya berbeza dari 100 hingga 200 mm, termasuk pilihan dengan penunjuk 125, 160 mm. Lebar bahagian kerja boleh 5-20 mm. Dari segi berat, versi yang lebih ringan boleh mempunyai berat antara 210 dan 380 g. Yang berat (digunakan dengan alatan kuasa) boleh mempunyai berat antara 590 dan 750 g.


Sudut mengasah juga boleh berbeza-beza. Untuk logam lembut, produk dengan sudut yang lebih tajam (kira-kira 35 darjah) digunakan. Untuk logam keras, sudut yang lebih besar diperlukan (45-70 darjah).
Petua Pemilihan
Sebelum anda membeli pahat, ia patut terlebih dahulu menentukan jenis kerja yang akan digunakan: pembinaan atau tukang kunci. Perbezaan utama antara alat ialah kehadiran atau ketiadaan elemen keselamatan, yang telah disebutkan pada permulaan artikel. Disebabkan ini, dimensi dikurangkan, dan kawasan kerja alat meningkat.
Ia juga bernilai memberi perhatian kepada gred keluli dari mana pahat dibuat. Senarai jenis bahan yang disyorkan diberikan di atas. Pahat berkualiti tinggi mempunyai keliatan yang baik. Ini mengurangkan risiko zarah bilah terkelupas semasa operasi, menjadikan alat lebih selamat. Pahat yang diperbuat daripada keluli lembut atau dengan bilah yang tidak dikeraskan dengan cepat rosak.


Anda tidak sepatutnya memilih model murah dari pengeluar yang kurang dikenali, mereka mungkin menjadi tidak berkualiti. Beri keutamaan kepada jenama yang dipercayai.
Bagaimana nak guna?
- Sebelum anda mula bekerja dengan pahat, anda perlu memastikan permukaan kerjanya utuh. Untuk melakukan ini, cukup untuk memeriksa tepi bilah untuk retak, cip dan kecacatan yang serupa. Jika anda menjumpainya, tidak disyorkan untuk bekerja dengan alat tersebut untuk mengelakkan kecederaan.
- Pastikan anda menggunakan cermin mata dan sarung tangan semasa bekerja. Ia adalah mungkin untuk menambah peranti dengan pad getah pelindung, yang akan meningkatkan tahap keselamatan tuan. Ingat bahawa alat mesti kering, jika tidak, ia mungkin terlepas dari tangan (ini terpakai pada tukul dan pahat itu sendiri). Apabila bekerja, adalah perlu untuk memantau dengan teliti bahawa tidak ada orang asing yang berdekatan.
- Jangan lupa untuk menandakan bahan. Lembaran logam yang nipis tetapi besar boleh dipotong pada andas. Pahat hendaklah disimpan tegak. Jika bahan kerja kecil, tetapi mempunyai ketebalan yang besar, lebih baik untuk mengapitnya dalam naib. Span hendaklah sejajar dengan tanda.Sekiranya ketebalan logam adalah penting, maka garis penandaan harus terletak 4 mm di atasnya. Tukul memukul dengan pendek dan jelas di belakang pahat pada sudut yang betul.


- Apabila bekerja dengan kepingan logam, ambil kira jenis dan ketebalannya (lembaran tebal harus dipotong dalam beberapa pas). Jika anda perlu memotong sekeping wayar dengan pahat, jangan cuba melakukannya dalam satu pukulan, kerana bahagian yang dipotong boleh terbang ke arah rawak, yang akan menyebabkan anda membuang masa mencarinya. Adalah lebih baik untuk membuat satu pukulan ringan (takik) dengan saiz kecil dan memecahkan sekeping yang anda perlukan, yang pada akhirnya akan kekal di tangan anda.
- Jangan lupa bahawa berat tukul mestilah sekurang-kurangnya beberapa kali lebih besar daripada berat pahat. Jika tidak, kerja itu akan menjadi masalah sebenar: tukul akan meluncur keluar dari permukaan bahagian pahat yang menarik, dan produktiviti akan hampir kepada sifar. Keadaan tukul juga penting, khususnya, kebolehpercayaan lampirannya pada pemegang. Jika bahagian alat yang terkena melompat keluar dari pemegang semasa operasi, terdapat risiko kecederaan.
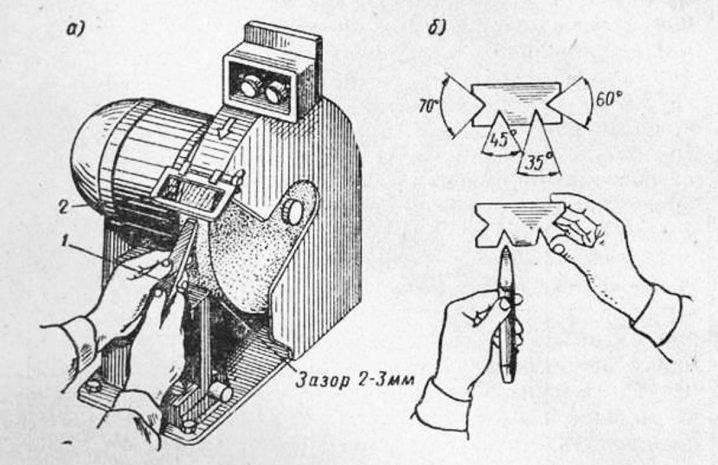
- Ingat bahawa pahat mesti mempunyai sudut mengasah yang betul. Semakin sukar logam untuk bekerja, semakin besar sudutnya. Untuk besi tuang, keluli keras dan gangsa, sudut mengasah 70 darjah diandaikan. Untuk bahan kelembutan sederhana dan keluli lembut (loyang, zink, tembaga) - 60 darjah. Untuk aluminium, alat dengan sudut mengasah 40 darjah diperlukan.


Ciri mengasah
Untuk mengasah sendiri, anda perlu menyediakan tangki kecil dengan air bersih, di mana anda akan meletakkan alat yang dipanaskan secara berkala (untuk mengelakkan pengerasan awalnya menjadi lembut). Penajaman dilakukan pada hujung roda ampelas. Bilah pahat hendaklah bertentangan dengan arah perjalanan roda ampelas (untuk memastikan percikan api terpesong ke bawah). Bergantung pada suhu persekitaran dan kelajuan putaran roda ampelas / batu, pahat hendaklah disejukkan selama 30 hingga 60 saat.
Jika anda terlalu mendedahkan tepi, ia boleh menjadi terlalu panas dan kehilangan kekerasannya. Ini akan menjadikannya mustahil untuk mengendalikan bahan keras. Apabila mengasah, tukar bahagian sentuhan bilah pemotong, kerana pahat mempunyai pelepasan dua hala. Melibas berkala memungkinkan untuk mengekalkan geometri yang betul. Mengasah juga boleh dilakukan pada batu ampelas, tetapi ini akan mengambil lebih banyak masa (dalam kes ini, proses dijalankan dengan bergerak ke hadapan).
Lihat di bawah untuk butiran lanjut.













Komen telah berjaya dihantar.