Penerangan dan jenis dawai keluli

Kawat keluli dianggap sebagai salah satu bahan logam yang paling biasa dalam industri. Ia pada masa yang sama asas untuk pembuatan pelbagai jenis barangan dan pada masa yang sama boleh digunakan untuk kegunaan bebas. Terdapat banyak jenis wayar tersebut - mereka akan dibincangkan dalam ulasan kami.



Ciri dan sifat
Dalam bentuk yang paling umum, wayar adalah bar logam fleksibel logam, sebagai peraturan, berbentuk silinder. Ia digunakan untuk menahan tekanan mekanikal yang meningkat, serta menghantar isyarat TV dan audio dan elektrik. Kawat keluli boleh menjadi pepejal, terdampar, atau berjalin. Dalam kebanyakan kes, ia dilakukan dengan keratan rentas bulat, kurang kerap ia dibuat dalam segi empat sama, heksagon, segi empat tepat dan beberapa bentuk lain.



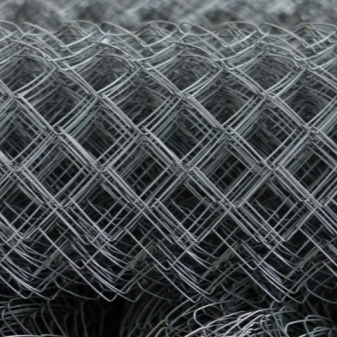
Kawat keluli tergolong dalam kategori produk struktur, ia digunakan secara meluas dalam pengeluaran produk kord keluli, tali keluli, jaring berlogam, mata air, serta pelbagai elemen pemanasan untuk relau elektrik. Perkakasan (nat, bolt dan rivet) diperbuat daripada wayar - dalam kes ini, pengeluaran adalah berdasarkan teknik tajuk sejuk.
Wayar mempunyai tepi bulat sebagai standard. Pita serupa digunakan dalam pembuatan gergaji untuk kayu dan logam, serta sesendal, rantai basikal dan motosikal.

Pengguna utama dawai keluli dan barangan yang diperbuat daripadanya adalah kawasan seperti kerja logam dan kejuruteraan mekanikal, barangan itu dibeli untuk keperluan pembinaan, kimia, industri petrokimia, metalurgi ferus dan bukan ferus. Kawat yang paling banyak digunakan diperbuat daripada aloi keluli karbon rendah, ia adalah produk panjang logam dengan kandungan karbon rendah. Terima kasih kepada sifat teknikal ini, produk diperoleh dengan peningkatan kekuatan dalam kombinasi dengan kemuluran yang baik.


Jika lapisan zink digunakan tambahan pada dawai keluli tujuan umum, maka ia memperoleh ketahanan terhadap kakisan. sebab tu dawai tergalvani digunakan dalam keadaan kelembapan yang tinggi, sementara ia mengekalkan ciri fizikal dan operasi awalnya untuk masa yang lama. Sesuai dengan arus GOST 3282-74, dawai keluli yang dipecat menjadi lebih lembut.
Ciri ini memungkinkan untuk menggunakannya untuk menjalankan kerja pengukuhan, serta memasukkan produk dalam proses teknologi untuk mengait tetulang, membungkus barang yang mungkin dan menghasilkan pelbagai bahagian. Wayar untuk tujuan yang paling umum adalah lebih diminati antara semua jenis wayar lain.


Pengeluaran
Pelepasan dawai keluli dilakukan dengan melukis batang dawai pada peralatan khusus dengan penembakan selanjutnya dalam relau khas atau tanpanya.
Proses broaching dan lukisan tidak begitu sukar dari sudut pandangan teknikal. Rod dawai termampat digunakan sebagai bahan mentah yang berfungsi, semua manipulasi dilakukan pada mesin lukisan. Berbanding dengan rolling logam, operasi ini mempunyai banyak kelebihan:
- operasi mesin automatik menyediakan peningkatan prestasi;
- Lukisan membolehkan anda mendapatkan produk bentuk teratur sempurna dengan permukaan yang bersih dan rata - disebabkan ini, tahap pemprosesan seterusnya sangat berkurangan, dan wayar itu sendiri memperoleh sifat mekanikal yang lebih baik.


Secara umumnya, penghasilan dawai keluli berpintal melibatkan beberapa langkah.
- Pada peringkat ini, etsa dilakukan, tugas utama adalah untuk mengeluarkan lapisan permukaan logam dan skala, yang boleh mengganggu lukisan. Penyediaan permukaan dilakukan dengan nyahyah, mengisar, menggilap dan memotong mekanikal kawasan yang ditolak. Oleh kerana sebatian kimia kompleks boleh hadir dalam skala, rod dawai dirawat dengan larutan asid yang dipanaskan hingga 50 darjah. Selepas itu, bahan kerja dibasuh dan dikeringkan apabila dipanaskan hingga 75-100 darjah di dalam ruang pengeringan khas.
- Pada peringkat ini, terdapat rawatan haba, tujuannya adalah untuk menjadikan bahan kerja logam lebih lembut, melegakan tekanan dalaman. Untuk ini, bahan dipanaskan, disimpan untuk beberapa waktu dan disejukkan. Akibatnya, sifat keluli berubah dengan ketara dan proses lukisan dawai dan pembakaran dipermudahkan.
- Selanjutnya, dengan bantuan tukul, bilet keluli diratakan dan diratakan. Dengan cara ini, anda boleh membetulkan logam pada dram mesin lukisan untuk melepasinya melalui acuan.
- Pada tahap ini, lukisan secara langsung... Untuk ini, bahan mentah yang diproses dan rata dilukis pada mesin pada kelajuan tertinggi yang mungkin melalui saluran tirus. Bergantung pada jumlah wayar yang ditarik, proses ini boleh menjadi satu atau berbilang helai.
- Pada peringkat akhir, lakukan terbakar - tugas utama manipulasi ini adalah untuk meminimumkan tegasan selepas melukis logam. Keluli menjadi elastik, tahan tegangan dan kaku, pada masa yang sama mudah lentur kepada pemanjangan dan berpusing, parameter seperti kerintangan dan berat 1 meter dipertingkatkan.

Terdapat dua jenis rawatan haba.
- Tembakan ringan - dilakukan dalam relau yang diisi dengan gas lengai. Disebabkan ini, logam tidak mengalami pengoksidaan, dan skala tidak terbentuk di atasnya. Produk siap memperoleh warna terang dan kos yang sangat mengagumkan.
- Tembakan hitam - dalam kes ini, suasana paling mudah digunakan, bentuk skala pada permukaan produk siap, oleh itu ia memperoleh warna gelap. Kos wayar sedemikian jauh lebih rendah daripada wayar ringan.


Memandangkan aloi keluli tergolong dalam kategori logam yang menghakis dengan cepat, galvanizing selalunya termasuk dalam kitaran pengeluaran. Kawat berkualiti terbaik dan tertinggi dihasilkan menggunakan teknik galvanizing hot-dip, kerana ini memastikan lekatan maksimum zink terus ke wayar.
Produk siap di pintu keluar tidak takut karat dan pada masa yang sama mempunyai tahap perlindungan yang meningkat terhadap faktor luaran yang tidak menguntungkan seperti tindakan sinar ultraviolet, angin dan turun naik suhu. Di samping itu, dawai keluli tergalvani adalah lebih mulur daripada bukan tergalvani, dan dengan itu lebih tahan lama. Selepas itu, produk dipotong menjadi kepingan dan ditanda.

Selaras dengan GOST 3282–74, dawai keluli dihasilkan daripada keluli mengikut piawaian semasa No1050. Kawat siap dengan keratan rentas 0.5 hingga 6 mm, yang belum menjalani rawatan haba, di pintu keluar mesti menahan sekurang-kurangnya 4 selekoh tanpa melanggar integriti keseluruhan dan pemusnahan struktur logam. Pada permukaan produk yang tidak disalut dengan zink, piawaian teknologi membenarkan kehadiran penyok dan calar kecil - manakala kedalamannya tidak boleh lebih daripada 1/4 saiz sisihan diameter produk siap. Tetapi kehadiran semua jenis keretakan, skala dan filem dalam sebarang saiz adalah tidak dibenarkan sama sekali.
Kawat bergalvani mungkin mempunyai salutan keputihan sedikit pada permukaan, serta bergemerlapan - tetapi hanya jika ia tidak menjejaskan kualiti keseluruhan salutan.Ia dilarang sama sekali untuk menjual dan digunakan dalam proses pengeluaran dawai keluli dengan kawasan tanpa salutan logam dan bintik hitam.
Salutan tidak boleh retak dan mengelupas, walau bagaimanapun, pengelupasan seperti habuk sedikit dibenarkan.


Pengelasan
Mengikut saiz dan bentuk
Bergantung pada saiz dan bentuk bahagian, semua produk siap secara konvensional dibahagikan kepada beberapa kumpulan. Yang pertama termasuk yang paling nipis, ketebalannya tidak lebih daripada 0.1 mm. Produk dengan parameter keratan rentas melebihi 8 mm dirujuk kepada kumpulan ke-9. Semua produk, mengikut piawaian, dibuat dalam bentuk bulat, persegi, serta profil pelbagai rupa atau berbentuk.


Mengikut jenis kemasan
Menamatkan wayar pada tahap yang besar menyediakan parameter mekanikal dan fizikokimia yang diperlukan. sebab tu untuk memberikan kekuatan maksimum, wayar juga dikeraskan, dinyalakan dan distabilkan. Bahan yang tidak melalui manipulasi ini mempunyai skop penggunaan yang terhad.

Mengikut jenis permukaan
Kawat keluli boleh digilap, terukir, serta digilap atau dilukis akibat pusingan awal dan kasar. Pelepasan wayar dibenarkan tanpa sebarang kemasan awal. Salutan boleh menjadi logam (bersalut kuprum, bersalut tembaga, bergalvani atau alumin) atau bukan logam (polimer atau fosfat, dalam sarung PVC).
Produk tanpa sebarang salutan biasanya diproses pada suhu tinggi... Produk yang diproses dalam ketuhar haba dihasilkan dalam warna hitam atau terang, manakala ketebalannya boleh berbeza-beza dari 0.16 hingga 10 mm.


Dengan komposisi kimia
Kawat keluli diperbuat daripada:
- aloi karbon rendah dengan pecahan karbon kurang daripada 0.25%, ia diperlukan untuk mengukuhkan produk konkrit;
- aloi karbon dengan pecahan karbon lebih daripada 0.25, ia digunakan untuk pembuatan mata air, serta wayar dan tali.
Keluli boleh beraloi atau beraloi tinggi. Pengeluaran daripada aloi dengan parameter fizikal dan kimia khas (tahan haba, tahan kakisan dan ketepatan) dibenarkan.
Ciri reka bentuk tertentu mengenakan keperluan khas pada aloi dari segi kandungan unsur kimia seperti nikel dan kromium.


Mengikut kawasan permohonan
Bergantung pada bidang aplikasi, kumpulan dawai keluli berikut dibezakan.
- tahan karat - diperbuat daripada aloi khas dengan peningkatan parameter rintangan haba. Bahan ini tidak terdedah kepada karat dan pengoksidaan, ia digunakan terutamanya dalam pengeluaran produk perkakasan.
- Kimpalan - dihasilkan dengan saiz keratan rentas dari 0.5 hingga 8 mm, terutamanya digunakan untuk pemasangan kimpalan arka elektrik.
- Rebar - seperti namanya, wayar tersebut digunakan secara meluas untuk mengukuhkan struktur konkrit bertetulang semua jenis. Mereka boleh tanpa ketegangan atau di bawah tekanan yang meningkat. Oleh kerana bahagian yang terdapat dalam bahan keluli, lekatan maksimum pada asas konkrit berliang dipastikan semasa proses tetulang.
- musim bunga - mula bermain apabila spring dilepaskan, yang dilakukan dengan kaedah penggulungan sejuk, tanpa tertakluk kepada rawatan haba selanjutnya.
- Kereta kabel - relevan untuk pembuatan tali laut, sungai dan lain-lain. Optimum untuk kabel jalinan, telah menemui aplikasi yang luas dalam bidang pengeluaran mereka.
- mengait - diperbuat daripada keluli karbon rendah, dicirikan oleh peningkatan kemuluran dan pada masa yang sama kekuatan. Ia secara universal dalam permintaan dalam pertanian dan pembinaan.

Menanda
Stalistaya mempunyai tanda khasnya sendiri, yang merangkumi satu set huruf dan nombor. Jadi, wayar keluli tahan haba hitam dengan keratan rentas 0.86 mm ditetapkan seperti berikut: wayar 0.86 - O - Ch - GOST 3281–74. Kawat yang tidak dirawat dalam relau haba dengan luas keratan rentas 1.6 mm kategori ke-2 dengan salutan tergalvani kelas ke-2 ditandakan: wayar 1.46 - II - 2C - GOST 3281–74.
Kawat dijual dalam gelendong, manakala belitan itu sendiri dilakukan tanpa pusingan, meletakkannya dalam baris berturut-turut - dengan itu memastikan pelepasan tanpa halangan.
Satu gegelung boleh mengandungi sehingga 3 keping, setiap gegelung harus mengandungi hanya satu keping.

Untuk maklumat tentang cara wayar keluli dan kord keluli dibuat, lihat video seterusnya.













Komen telah berjaya dihantar.