Bagaimana untuk memproses plexiglass?

Soalan tentang cara memproses plexiglass, cara menggerudi di rumah, sering didengari. Bekerja dengan plexiglass pada mesin CNC mempunyai kehalusan tersendiri. Topik yang berasingan ialah cara memproses lubang sedemikian sebagai tambahan. Semua ini akan membolehkan pengrajin pemula untuk mengelakkan banyak kesilapan.

Jenis pemprosesan
Sebelum bercakap dengan tepat bagaimana anda boleh memproses kaca organik di rumah, anda perlu mengetahui tentang jenis utama proses tersebut. Jika kita bercakap tentang, secara umum, semua pilihan yang mungkin, maka senarainya adalah seperti berikut:
- memotong;
- pengilangan;
- mengisar;
- pemprosesan plexiglass menggunakan batu apung;
- mengecap;
- mendapat lipatan;
- kerja pusing.



Bahan yang serupa, tanpa mengira jenis tertentu (ini juga digunakan untuk kaca akrilik, sudah tentu, dan diperbuat daripada polivinil klorida), diiktiraf sebagai sejenis plastik termoplastik. Apabila suhu meningkat, walaupun hanya sehingga 150 darjah, tidak dapat dielakkan risiko ubah bentuk meningkat. Oleh itu, penggerudian dalam kaca organik dianggap sebagai operasi yang lebih rumit daripada menggilap, mengisar atau memotong mengikut saiz. Untuk menggerudi lubang dengan betul pada kedua-dua CNC dan dengan tangan, perlu berhati-hati memilih gerudi untuk dipadankan dengan saiz.
Perhatian harus diberikan kepada jenama peranti penggerudian.

Walau apa pun, perlu diingat bahawa kaca organik, berbanding dengan kaca konvensional:
- dua kali lebih ringan;
- lebih kuat;
- menahan pukulan dengan lebih teguh;
- secara optimum melindungi daripada penyebaran haba;
- jauh lebih telus.
Secara lalai, akrilik ditutup dengan filem penebat. Ia tidak sepatutnya dilanggar. Apabila bekerja dengan bahan ini, ia harus sentiasa dipantau supaya ia tidak panas secara berlebihan, yang dicapai dengan pemilihan alat dan cara tindakan. Semua alatan mesti digerakkan dengan berhati-hati. Sebarang pergerakan secara tiba-tiba boleh memecahkan produk yang halus.


Peraturan kerja
Plexiglas boleh dipotong walaupun dengan kaedah improvisasi asas. Gergaji logam cetek juga sesuai. Dalam keadaan industri, walaupun laser khas kadang-kadang digunakan. Tetapi dalam kebanyakan kes, mereka masih cuba mencari beberapa jenis kompromi antara kesempurnaan instrumen dan kosnya. Oleh itu, dalam amalan biasanya perlu menggunakan gergaji bulat, gergaji jalur dan pemotong. Adalah dinasihatkan untuk bekerja dengan gergaji jalur di mana potongan lurus yang jelas tidak diperlukan (iaitu, apabila menerima kosong awal untuk pengacuan).
Kelajuan berpusing mekanisme tali pinggang ialah 700-800 m seminit. Di mana kontur yang jelas dan licin diperlukan, adalah dinasihatkan untuk menggunakan pemotong. Dengan gergaji bulat, potongan lurus yang tepat dibuat. Garis markah akan menjadi sangat jelas.
Akrilik tuang dinasihatkan untuk menggergaji dengan gigi yang dikeraskan dengan karbida; kelajuan putaran optimum dari 800 hingga 1200 m seminit.


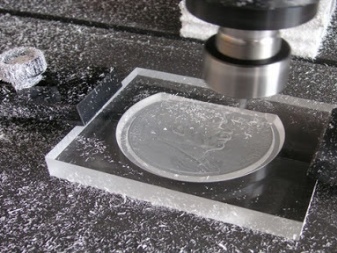
Dalam keadaan industri, lebih baik memproses plexiglass pada peralatan berkelajuan tinggi. Potongan yang lebih pantas dan kadar suapan yang rendah menghasilkan kelebihan yang sangat baikdi. Keratan rentas cakera ialah 25 cm Cakera itu sendiri diperbuat daripada aloi berkelajuan tinggi. Logam ferus biasa juga boleh digunakan, tetapi dengan pengerasan dengan komponen karbida.
Pemotongan laser adalah lebih tepat daripada menggunakan alat kuasa. Pembaziran akan berkurangan semasa kerja sedemikian. Tetapi dalam kes ini, voltan di dalam produk meningkat. Mengikat permukaan sedemikian sangat berbahaya.
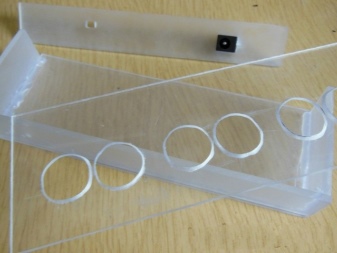
Anda boleh menggerudi plexiglass dengan mesin penggerudian tetap atau boleh alih. Gerudi hendaklah diperbuat daripada aloi berkelajuan tinggi. Ia direka untuk prestasi maksimum. Semakin dalam gerudi digerudi, semakin kerap gerudi perlu diangkat. Ini akan membolehkan cip ditarik keluar dan pada masa yang sama mengurangkan pemanasan bahan. Menyejukkan lampiran pemotong dengan cecair khas atau udara termampat membantu mengurangkan tekanan dalaman yang berbahaya.


Untuk ukiran, dalam kebanyakan kes, rippers digunakan, yang diletakkan pada pantograf. Rippers sendiri dilengkapi dengan pemotong kecil pelbagai profil.
Dalam kes yang sukar, peralatan pemotongan laser digunakan. Untuk membuat ukiran lebih baik, kedalaman rasuk adalah terhad.
Pengisaran kaca plexiglass yang kasar atau cacat boleh dilakukan dengan ampelas basah yang disalut dengan butiran korundum halus. Apabila pengisaran kasar selesai, permukaan dirawat dengan campuran penggilap seperti VIAM, crocus. Kerja-kerja dijalankan sama ada secara manual atau pada peralatan menggilap. Tepi yang dipotong dan permukaan matt digilap secara mekanikal tanpa masalah menggunakan pemotong berlian. Pada potongan melengkung dan dalam kes sukar lain, penggilapan api suhu tinggi dilakukan. Anda perlu bekerja dengan berhati-hati yang mungkin, membersihkan lapisan yang dirawat dengan teliti; tekanan dihalang dengan penyepuhlindapan, yang memudahkan pelekatan atau pewarnaan.
Plexiglass hendaklah dibentuk dalam tiga peringkat:
- memanaskan badan;
- acuan sebenar;
- penyingkiran haba dan penyejukan.


Petua Berguna
Kaca organik tersemperit boleh dilekatkan menggunakan:
- gam filem;
- gam boleh polimer;
- epoksi, pelekat poliester.
Potongan lengkung dibuat menggunakan benang nichrome atau mata air panas. Bagi pusingan, pilihan yang paling praktikal adalah mod yang sama seperti pemprosesan kayu keras berkelajuan tinggi. Cip adalah penentu untuk menilai kualiti kerja.

Apabila menggerudi, sudut hujung gerudi hendaklah maksimum 60 darjah untuk kepingan nipis, dan 70-90 darjah untuk bahan kerja tebal.
Adalah lebih baik untuk membengkokkan plexiglass selepas pemanasan menyeluruh di tempat yang diperlukan; Ini dicapai dengan bantuan besi pematerian, pengering rambut pembinaan, dan dalam ketiadaan mereka - dengan bantuan tiub logam panas.
Latihan ideal:
- mempunyai alur dengan sudut kenaikan 17 darjah;
- diasah di sudut hadapan sebanyak 3-8 darjah;
- diasah pada sudut belakang sebanyak 0-4 darjah.
Gerudi tirus akan menghasilkan lubang tirus. Alat berlangkah akan membantu dalam membosankan saluran silinder. Gerudi penggilingan diambil untuk membuat lubang yang memanjang.



Penting: tidak kira jenisnya, hujungnya mestilah dalam keadaan sempurna. Ia adalah perlu untuk memulakan penggerudian pada kelajuan minimum, kemudian, apabila takuk muncul, mereka pergi ke kelajuan sederhana.
Hanya dalam sepertiga terakhir bahan yang masuk akal untuk menggerudi secepat mungkin.... Tetapi walaupun begitu kita tidak boleh lupa untuk menurunkan kelajuan secara berkala ke tahap minimum. Setelah menemui burr, gerudi mereka dengan gerudi batu mineral pada kelajuan paling rendah.
Penting: anda boleh menggerudi plexiglass dengan gerudi, tetapi anda tidak boleh menggunakan pemutar skru gerudi. Lubang yang lebih panjang daripada 10 mm dan lebih lebar daripada 7 mm disyorkan untuk dimesin pada mesin pegun dengan pelesapan haba air.
Bagaimana untuk memotong plexiglass, lihat video.













Komen telah berjaya dihantar.