Semua Mengenai Mengetik Saiz

Mengetahui segala-galanya tentang saiz paip untuk mengetik adalah sangat berguna untuk semua orang yang perlu membuat rangkaian ini sepanjang masa. Anda perlu mempertimbangkan dengan teliti pic standard pili M6 dan M8, M10 dan M12, M16 dan M30. Anda juga perlu mengkaji dimensi inci dan prinsip memilih bahagian gerudi.

Parameter paip standard
Peralatan penandaan khas untuk benang bersaiz jelas. Kuantiti diukur dalam beberapa cara. Indeks benang utama, walaupun untuk produk metrik, ditetapkan pada skala inci. Ini tidak sukar untuk dilihat dalam mana-mana penerangan produk tersebut. Jadi, untuk paip M6, benang dibuat dengan bahagian 0.1 cm Dalam kes ini, saiz lubang untuk threading boleh dari 4.8 hingga 5 mm.

Untuk produk kategori M6, pic asas biasa ialah 1.25 mm. Dan laluan yang ditumbuk untuk produk dengan diameter 8 mm mencapai 6.5-6.7 mm. Untuk struktur yang lebih kecil (M5), dimensi sedemikian diambil untuk bertepatan dengan 0.8 mm, 4.1-4.2 mm, masing-masing. Adalah menarik untuk membandingkan model ini dengan sampel bersiri besar - M24. Langkah membentuk alur akan menjadi 3 mm, dan persegi pendaratan diambil sama dengan 1.45 cm.
Peranti penanda logam, jenis M12, memotong 1.75 mm. Bahagian lubang akan menjadi 9.9 atau 10 mm. Untuk M10 yang lebih kecil, penunjuk tersebut diambil bersamaan dengan 1.5, 8.2 dan 8.4 mm, masing-masing (dalam kes laluan minimum dan maksimum).

Kadangkala paip M16 digunakan. Alat ini membolehkan anda menggaru benang pada selang 2 cm, dengan saluran minimum 1.35 cm dan maksimum 1.75 cm.
Dalam sesetengah kes, ia menjadi perlu untuk membuat alur pada selang 2.5 mm. Kemudian paip dari kategori M20 datang untuk menyelamatkan. Semasa operasinya, laluan dengan keratan rentas sekurang-kurangnya 1.5 cm terbentuk. Dimensi dan parameter operasi (dalam sentimeter) beberapa peranti penanda lain ditunjukkan dalam jadual di bawah. Adalah penting untuk memahami bahawa semua yang telah diperkatakan hanya terpakai pada urutan metrik.
|
Jenis indeks |
Pukulan slot |
Bahagian saluran |
|
M7 |
0,1 |
0,595 |
|
M9 |
0,125 |
0,77 |
|
M2 |
0,04 |
0,16 |
|
М4 |
0,07 |
0,33 |
|
M11 |
0,15 |
0,943 |
|
M18 |
0,25 |
1,535 |
|
M22 |
0,25 |
1,935 |
|
M24 |
0,3 |
2,085 |
|
M30 |
0,35 |
2,63 |
|
M33 |
0,35 |
2,93 |
|
M42 |
0,45 |
3,725 |
|
M48 |
0,5 |
4,27 |
|
M60 |
0,55 |
5,42 |
|
M68 |
0,6 |
6,17 |
Dimensi shank biasa juga dinormalisasi (dalam milimeter):
- 2.5x2.1 (untuk pili tidak lebih besar daripada M1.8);
- 2.8x2.1 (M2-M2.5);
- 3.5x2.7 (hanya untuk paip M3);
- 4.5x3.4 (hanya untuk menanda peralatan M4);
- 6x4.9 (dari M5 hingga M8 termasuk);
- 11x9 (M14);
- 12x9 (M16 sahaja);
- 16x12 (hanya M20);
- 20x16 (penanda M27).
Terdapat juga shanks:
- 14x11;
- 22x18;
- 25x20;
- 28x22;
- 32x24;
- 40x32;
- 45x35.

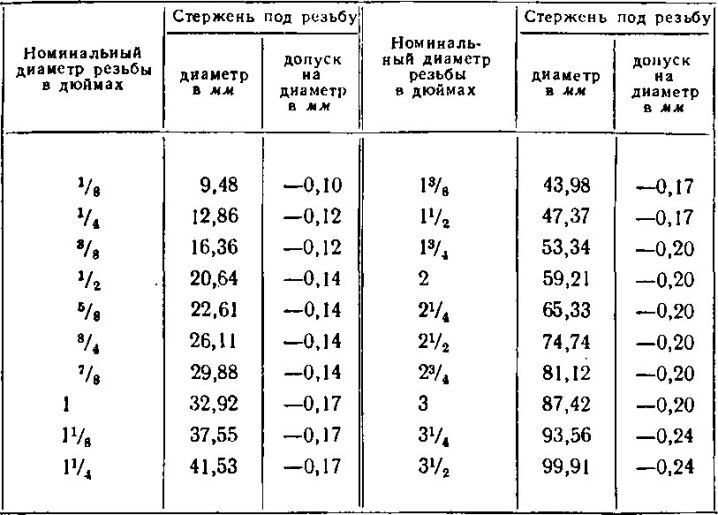
Dimensi inci
Ia adalah tipikal untuk produk yang dibekalkan dari Amerika Syarikat dan Great Britain. Jika keratan rentas alur adalah 3/16, maka lubang itu diletakkan dengan ketat dari 0.36 hingga 0.37 cm. Ketuk 1/4 inci yang agak popular membuat saluran 5-5.1 mm, dan untuk produk kelas 3/8, penunjuk ini ialah 7, 7 dan 7.9 mm, masing-masing. Jarak alur (dalam milimeter) akan sama dengan:
- 1,058;
- 1,27;
- 1,588.

Format 1/2 menganggap jarak alur 2.117 mm. Dalam kes ini, laluan 1.05 mm diletakkan. Paip inci mempunyai pic 3.175 mm. Lubang mencapai diameter 2.2 cm. Model terbesar adalah dalam kategori 17/8. Padang benang ialah 5.644 mm, dan diameter lubang akan mencapai 4.15 cm.
Perlu diingatkan bahawa bersama dengan peranti penanda metrik dan inci, terdapat juga yang direka untuk menandakan lubang dalam paip. Untuk alat 1/8 inci, perjalanan rifling ialah 28 utas setiap inci. Jika ia adalah 1/2 gred, maka benang terbentuk pada selang 14 pusingan setiap inci.
Bahagian rifling itu sendiri akan sama dengan 0.8566 dan 1.8631 cm.Paip paip 2 inci membuat 11 pusingan setiap inci, dan bahagian takuk diandaikan 5.656 cm.
Bagaimana untuk memilih diameter gerudi?
Saiz lubang hari ini terus ditentukan mengikut GOST pada tahun 1973 yang jauh. Walaupun piawaian ini telah disemak beberapa kali, normanya secara konsisten mengesahkan kaitannya. Dari segi kerja dalam industri, tenaga dan bidang lain, tiada apa yang berubah. Pendekatan universal adalah tipikal untuk pemprosesan kedua-dua logam ferus dan bukan ferus. Untuk menentukan parameter yang diperlukan untuk memotong benang dalaman, mulakan dengan menggerudi kawasan pendaratan.
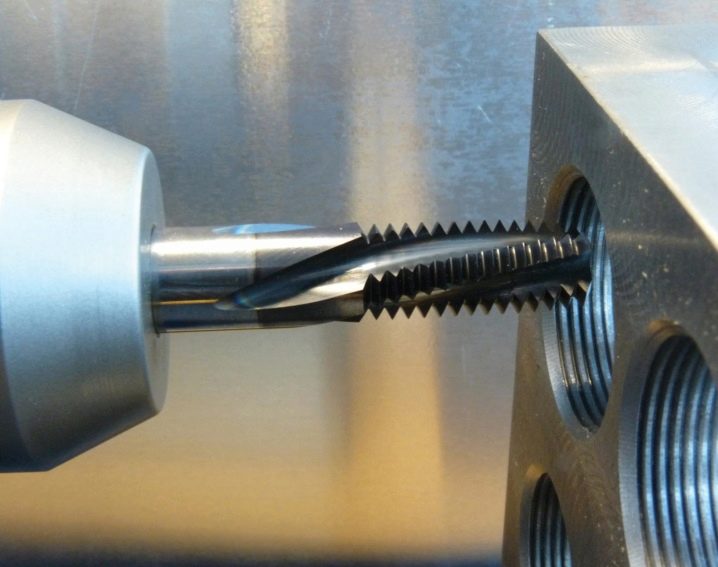
Ini dilakukan dengan jejari dua kali ganda. Periksa dengan teliti bahawa saluran semasa penggerudian adalah 0.1-0.2 cm lebih sempit daripada bahagian yang diperlukan. Jika tidak, ia tidak akan berfungsi kemudian untuk membuat giliran dengan tepat dimensi yang dihormati. Pemilihan gerudi dijalankan dengan mengambil kira piawaian ukuran, pada milimeter atau pada skala inci. Bilangan benang untuk kemasukan juga perlu diambil kira.
Satu dan giliran yang sama boleh ditetapkan dengan cara yang berbeza. Ia dipasang dengan mengukur jurang antara dinding sisi bersebelahan pada profil. Pertama, 10 utas dikira. Kemudian bilangan milimeter di antara mereka dianggarkan dan angka ini dikurangkan sebanyak 10 kali ganda. Pukulan dikira dengan cara yang sama, tetapi ia sudah dikira dengan lilitan satu benang.

Sifat aloi rapuh dan keras berbeza daripada sifat logam mulur lembut. Ini sering dilupakan oleh orang yang memilih paip untuk benang. Jadi, dalam bahan lembut untuk benang M8, lubang 6.8 mm diperlukan. Dalam pepejal - 0.1 mm kurang.
Ia juga dinasihatkan untuk mengambil kira sisihan maksimum diameter yang ditetapkan dalam GOST, dan memberi perhatian kepada perbezaan antara paip konvensional dan tanpa cip.















Komen telah berjaya dihantar.