Semua tentang gergaji koyak

Gergaji dianggap paling cekap untuk kerja jika ia dilengkapi dengan mata gergaji. Kualiti pemotongan itu sendiri, kelajuan kerja, serta perkadaran unsur yang ditolak dan kehadiran sisa, sebahagian besarnya bergantung pada pilihan yang betul bagi bulatan ini. Bergantung pada ciri peranti ini, jenis gergaji membujur dan melintang dibezakan.
Jenis menggergaji
Gergaji adalah alat pemotong tajam dengan sejumlah besar bilah yang mampu bekerja dalam potongan tertutup. Kerf adalah jurang yang agak sempit yang muncul di dalam kayu apabila memotong serutan dengan gigi tajam alat kerja. Biasanya, dinding sisi dibezakan dari potongan, serta bahagian bawah, ia adalah dengan mereka bahawa bilah masuk ke dalam interaksi. Bergantung pada sudut kecenderungan dan lokasi gergaji berhubung dengan kayu, beberapa jenis menggergaji dibezakan.
- membujur. Dalam kes ini, satah adalah selari atau lebih kurang selari dengan gentian kayu. Bingkai menggergaji beroperasi mengikut mekanisme ini, serta gergaji jalur dan bulat yang digunakan untuk menggergaji kayu balak, serta rasuk ke papan, apabila bahan dipotong dalam arah membujur kedua-dua panjang dan lebar.
- Melintang. Di sini gergaji terletak berserenjang atau lebih kurang berserenjang dengan gentian. Dalam kes ini, penggergajian itu sendiri dilakukan secara manual menggunakan gergaji silang dan gergaji besi, serta pada mesin miter. Kaedah pemprosesan gentian kayu ini digunakan untuk memotong bilet bulat, menghilangkan kecacatan kayu, serta untuk memberikan kayu kualiti dan dimensi yang diperlukan.
- bercampur. Dalam kes ini, satah alat boleh terletak dalam julat dari 10 hingga 80 darjah berhubung dengan kayu.



Bercakap tentang kaedah menggergaji mana yang lebih baik, perlu diperhatikan bahawa yang melintang dianggap lebih mudah, kerana skema ini tidak mempunyai kotak gear yang kompleks, yang diperlukan untuk memutar paksi sebanyak 90 darjah, gear berfungsi dengan lebih cekap, kerana gergaji potong lebih tahan lama, risiko motor terkeluar daripada penalaan adalah lebih rendah dan secara keseluruhan instrumen bertahan lebih lama.
Pada masa yang sama, perlu difahami bahawa beberapa jenis kerja tidak boleh dilakukan dengan cara lain selain membujur. Itulah sebabnya ia patut dibincangkan dengan lebih terperinci mengenai parameter utama penggergajian rip.


Keanehan
Rip sawing adalah proses menggergaji yang berjalan selari dengan ira asli kayu. Dalam kes ini, cakera bulat digunakan, di mana gigi kacip condong, tepi runcingnya berkesan memotong gentian, mereka mula mengelupas dan membentuk habuk papan. Dalam proses pemprosesan sedemikian, penyelewengan sering muncul di permukaan bahagian kayu, serta lumut dan gouges - penampilannya dijelaskan oleh sifat serat yang terbentuk semasa hayat pokok itu.
Profil permukaan akhir dipengaruhi oleh cara kerf dilebarkan, serta saiz set-off dan bentuk gigi. Biasanya yang terakhir diasah seperti segi tiga, jadi anda boleh bekerja dengan cakera sedemikian hanya dalam satu arah.

Reka bentuk mata gergaji
Memilih bilah yang betul untuk menggergaji koyak yang berkesan.Adalah diperhatikan bahawa semakin besar gigi, semakin mudah penggergajian seperti itu (sebagai perbandingan, apabila bekerja dengan potongan silang, gigi besar bertindak dengan sangat kasar dan secara literal merobek kayu, yang membawa kepada cip). Rongga antara gigi sedemikian juga mestilah sedalam mungkin - dalam kes ini, penyingkiran cip akan menjadi lebih berkualiti. Bilangan gigi optimum untuk pemotongan membujur berbeza dari 20 hingga 24 keping.
Jika dalam kerja anda anda perlu menjalankan kedua-dua jenis menggergaji, maka lebih baik untuk memberi keutamaan kepada alat pada bulatan dengan gigi bersaiz sederhana, sejumlah 46-48 keping.


Cakera bergigi halus tidak boleh digunakan apabila bekerja dengan pemotongan koyak, ini penuh dengan penurunan kelajuan kerja, terlalu panas peranti yang ketara dan akibat yang tidak menyenangkan:
- mata gergaji mula bersinar;
- gergaji sering pergi ke sisi dari garis pemotongan;
- di kawasan terlalu panas, bahan mula "membengkak" dan geseran meningkat dengan ketara;
- gergaji berubah bentuk dan kelihatan lebih seperti kipas daripada permukaan pemotongan.
Untuk mengurangkan kemungkinan terlalu panas yang cepat, slot dan lubang kecil dibuat pada bilah gergaji, yang bertindak sebagai pemampas haba. Mereka biasanya diletakkan di tepi sepanjang jejari.



Pada sesetengah model, ia sebahagiannya dipenuhi dengan sebatian tembaga, yang mengurangkan tahap hingar dan membantu menyejukkan enjin dengan cepat. Roda menggergaji biasanya dituangkan dari satu logam (ia dipanggil monolitik) atau dengan kemasukan pateri dari pelbagai aloi keras. Setiap pilihan mempunyai kebaikan dan keburukan tersendiri.
- Monolitik, sebagai peraturan, cepat menjadi kusam, jadi mereka perlu diasah dan diperbetulkan. Walau bagaimanapun, prosedur ini agak mudah dan tidak rumit, jadi agak mungkin untuk menjalankannya sendiri di rumah. Biasanya, bilah tersebut digunakan untuk kedua-dua koyak dan potong silang. Kos peralatan sedemikian agak berpatutan.
- karbida bulatan jauh lebih mahal, pada masa yang sama, tempoh penggunaannya sehingga penajaman pertama lebih lama. Mengasah alat ini hanya boleh dilakukan pada peralatan khusus. Walaupun begitu, kanvas seperti itu yang lebih diminati di kalangan pengguna, kerana kosnya dibayar lebih awal daripada keperluan untuk mengasah semula timbul. Roda karbida bukan sahaja berfungsi dengan baik pada kayu, tetapi juga pada bahan seperti logam, lamina atau papan yang ditekan.



Perhatian khusus harus diberikan kepada beberapa parameter gergaji elektrik untuk kegunaan membujur.
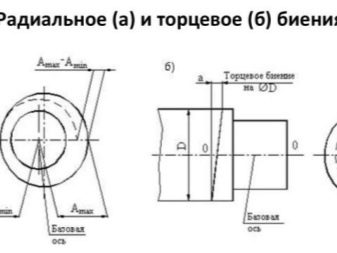
- Jejari atau muka habis. Untuk menjalankan kerja yang sangat tepat, salah satu penunjuk yang paling penting ialah sisihan bulatan dari satah pemotongan utama. Sekiranya terdapat larian jejari atau hujung, maka ia boleh mengganggu ketajaman potongan. Larian optimum yang dibenarkan ialah 0.15 mm, dan model kualiti tertinggi mempunyai parameter dalam 0.05 mm.
- Perlu diingat bahawa pemotongan koyak tidak boleh dibuat dengan bilah gergaji miter; ia mempunyai laluan pergerakan yang berbeza pada bilah di bahagian kayu. Sebagai contoh, roda untuk alat bandul biasanya pada sudut negatif - ini mengurangkan beban pada motor, dan tepi pemotongan lebih cepat dan lebih mudah. Akibatnya, kecekapan meningkat jika dibandingkan dengan cakera cakera dengan gigi terletak pada sudut positif. Jika cakera sedemikian dicampur di sepanjang trajektori bandul, maka gergaji hanya akan memotong gentian tanpa bahagian gigi yang paling tajam. Semua ini membawa kepada peningkatan beban pada motor, terlalu panas dan penurunan kecekapan kerja. Jika cakera dengan gigi tajam negatif digunakan untuk papak bulat, kayu akan mula menangkis, dan habuk papan tidak akan keluar dengan baik - dalam kes ini, pemotongan lebih perlahan.

Kehalusan pilihan
Gergaji koyak paling baik dibeli dari kedai khusus. - tidak seperti kedai kecil, di sini produk datang dengan arahan dan penerangan lengkap untuk pengguna, dan penjual mempunyai pengetahuan yang diperlukan dan boleh memberikan nasihat terperinci. Pastikan anda mengkaji maklumat yang terdapat pada cakera itu sendiri. Biasanya, di sini, menggunakan anak panah, menunjukkan arah pemotongan (seberang atau sepanjang), serta kelajuan pemotongan maksimum dalam pusingan dan sudut kecenderungan gigi. Biasanya, sudut negatif dilambangkan sebagai neg dan sudut positif sebagai pos. Surat biasanya ditunjukkan di hadapan sebutan ini - ia menunjukkan magnitud darjah.
Ia adalah perlu untuk memeriksa cakera secara visual dan memastikan kualitinya. Perlu diingat bahawa, sebagai contoh, gigi tumpul boleh diasah, tetapi jika badan ternyata lemah, tidak mungkin untuk membetulkan kecacatan ini.


Pastikan anda menyemak kualiti pengamplasan. Sekiranya mata gergaji adalah baik, maka bulatan pengisaran yang jelas akan menyimpang dari tengah ke tepi. Mereka menunjukkan bahawa selepas pengecapan, roda sedemikian semestinya ditentukur, kemudian digilap dan dibawa ke keadaan kerja yang paling cekap.
Jika roda murah, maka biasanya mereka tidak tertakluk kepada penghalusan tambahan, maksimum digilap seluruh helaian. Resin dengan cip melekat pada permukaan yang tidak berpasir, yang secara signifikan mengganggu kerja.
Dalam model gergaji elektrik yang lebih mahal, inskripsi digunakan dengan laser, yang mana tandanya kekal sepanjang tempoh penggunaan, yang sangat penting untuk mengasah alat berikutnya.



Lihat video seterusnya untuk butiran lanjut.













Komen telah berjaya dihantar.